#acetone 3d print pla
Text
Looking for a way to clean your 3D printer bed and prints? Discover how acetone and isopropyl alcohol can help with cleaning PLA and resin prints. Learn about the benefits of using these solvents and the best practices for cleaning your 3D prints. Explore the world of 3D printing cleaning chemicals and find the right cleaning solution for your needs.
Learn More: https://www.ibuychemikals.com/application/3d-printing-cleaning-chemical
#acetone3dprintpla #acetonefor3dprints #ipaforcleaningresinprints #isopropylalcohol3dprinting #resinprinterisopropylalcohol #3dresincleaningsolution #isopropylalcoholclean3dprinter #3dprintercleaningsolvent #3Dprintingcleaningchemicals
#acetone to clean 3d printer bed#acetone 3d print pla#acetone for 3d prints#ipa for cleaning resin prints#isopropyl alcohol 3d printing#resin printer isopropyl alcohol#3d resin cleaning solution
1 note
·
View note
Photo
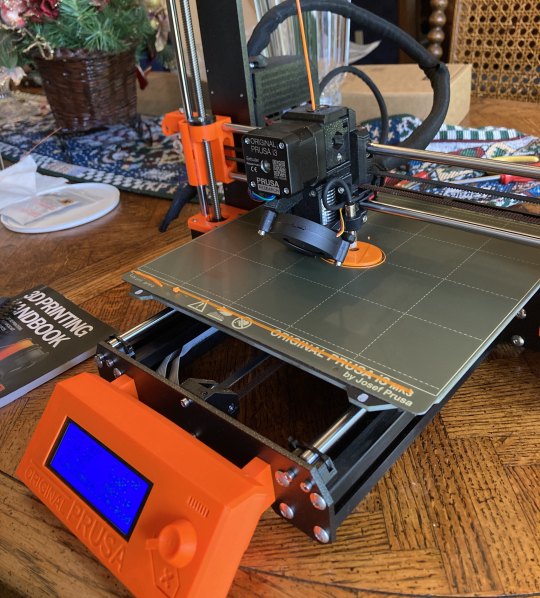

Being at my parents’ means finally getting to try 3D printing! I did a rough draft in PLA, and a second set in ASA in hopes of being able to use acetone smoothing (and to add holes for pins to the phaser). Not pictured: the several times the corners of the arrow peeled up on the second layer...
2 notes
·
View notes
Text
Unleashing the Power of 3D Printer Filament: A Comprehensive Guide to ESUN, PETG, and Special Filaments
Introduction
The world of 3D printing has revolutionized the way we create objects and prototypes, providing endless possibilities for hobbyists, engineers, and designers alike. A key component in the 3D printing process is the filament—a material that is used as the "ink" for 3D printers. Among the plethora of options available, ESUN Filament, PETG Filaments, and Special Filaments stand out as some of the most popular and versatile choices. In this blog, we will delve into the unique features and applications of these 3D printer filaments, shedding light on their capabilities and helping you make an informed choice for your 3D printing needs.
Types of Filamets
ESUN Filament
ESUN is a well-known brand that has earned its reputation for producing high-quality 3D printer filaments. Their filaments are engineered with precision, providing excellent performance and consistent results. One of the most popular ESUN filament is PLA (Polylactic Acid), which is derived from renewable resources like cornstarch or sugarcane. PLA is renowned for its ease of use, low warping, and biodegradability, making it an eco-friendly option.
Moreover, ESUN also offers ABS (Acrylonitrile Butadiene Styrene) filament, which is renowned for its strength and durability. It's perfect for functional prototypes and objects that require impact resistance. ABS is also known for its versatility, as it can be post-processed with techniques like acetone vapor smoothing.
PETG Filament
PETG (Polyethylene Terephthalate Glycol-Modified) Filaments have gained immense popularity in the 3D printing community due to their unique combination of properties. PETG is known for its durability, excellent layer adhesion, and high impact resistance, making it an ideal choice for mechanical parts and functional prototypes. Additionally, PETG is transparent and easy to print, making it suitable for creating clear objects like bottles or protective shields.
One of the standout features of PETG is its low shrinkage and minimal warping during printing. This characteristic allows for larger prints and reduces the risk of failed prints, giving users a more seamless experience overall.
Special Filaments
In addition to the more common PLA, ABS, and PETG filaments, the world of 3D printing also boasts a variety of specialty filaments that cater to specific needs and demands. These special filaments often combine unique materials and additives to achieve extraordinary properties.
One such example is the TPU (Thermoplastic Polyurethane) filament, famous for its flexibility and elasticity. TPU is often used in applications where rubber-like properties are required, such as creating custom gaskets, phone cases, or shoe soles.
Another fascinating special filament is the wood-infused PLA, which contains a percentage of wood fibers. This filament produces prints with a wooden texture, making it perfect for creating artistic and rustic models or decorative pieces.
Applications of 3D Printer Filament
ESUN Filaments, PETG Filaments, and Special Filaments find applications across a wide range of industries and fields. Some common uses include:
Rapid Prototyping: 3D printing with these filaments allows for the quick and cost-effective production of prototypes, enabling designers and engineers to test their ideas and iterate designs efficiently.
Educational Purposes: 3D printing has become a valuable tool in education, allowing students to explore complex concepts through tangible models and practical demonstrations.
Customized Creations: Whether it's personalized jewelry, custom phone cases, or unique home décor items, 3D printing with these filaments empowers individuals to bring their creative visions to life.
Conclusion
ESUN Filament, PETG Filament, and Special Filaments offer a diverse range of properties and applications, making them indispensable for 3D printing enthusiasts and professionals. With the power to transform digital designs into physical objects, these filaments enable innovation and creativity like never before. As 3D printing technology continues to advance, we can expect even more groundbreaking filaments to emerge, further expanding the horizons of this revolutionary manufacturing process. So, explore the world of 3D printer filaments and unlock the full potential of your 3D printer!
0 notes
Text
I was encouraged to try 3D printing the potato angel and here are the preliminary results of that:

It has a weird texture, but I think that’s more to do with my printer being old and junky rather than how I decimated the model. I think I’ll try printing it in HIPS instead of PLA next time so I can smooth it out with acetone or limonene. I only have black HIPS, though, so that’ll be a little harder to paint. Unfortunately, there’s no good way to orient a potato to minimize supports, so the bottom has some bits that will need sanding. I also think I’ll make the wings larger and rounder. Also might detach the halo so I can print that separately in gold.
In conclusion, sometimes you just gotta make a stupid lil thing. 🥔😇
233 notes
·
View notes
Text
Alex Paints Things Ch. 1 Pt. 1
The Wonderful Word of Painting: An Introduction
I’m not someone that has ever committed much time to the visual arts. It’s not something I showed any real talent in. My handwriting is often compared to a doctor’s. What I have always had though is an appreciation of people’s work. Any hobby or profession where people pour themselves in to it intrigues me a lot. I haven’t had something like that for myself in a hot minute but in the last year I got in to Dungeons and Dragons and my desire to bring my character to life became that outlet. I wanted a record of my efforts as I go through and I figured Tumblr would be as good a place as any to have it. Feel free to add constructive criticism or other comments as I meander my way through painting.
To start, my first foray in to painting included the use of the Arteza acrylic paint set of 24 colours. I could get it next day on Amazon and that’s about as far as my logic went. I had a set of old brushes I got from a friend as well. Before I started my first guy, I realized I had no metallic paint and I wanted some insight on painting. To take out both these birds with one stone, I dropped by the Games Workshop store nearby and picked up pots Citadel’s leadbelcher and retributor armour. On top of that, I picked up agrax earthshade as I was told it would add a certain grime to my character that I figured fit very well. I am playing a half-orc barbarian, Bogram Grolligal, in a 5E campaign who has a proclivity for getting right in to the fight. My vision for this character has pale skin, a lack of armour, and a big weapon. The handsome devil on the left is the first print of him pre-painting.

Bogram here was created using Neat Filament teal PLA by way of a Creality Ender-3 printer.
Now I’m not a clever guy sometimes and the idea of recording this didn’t really hit me until I was done. Here are the results of my first efforts.

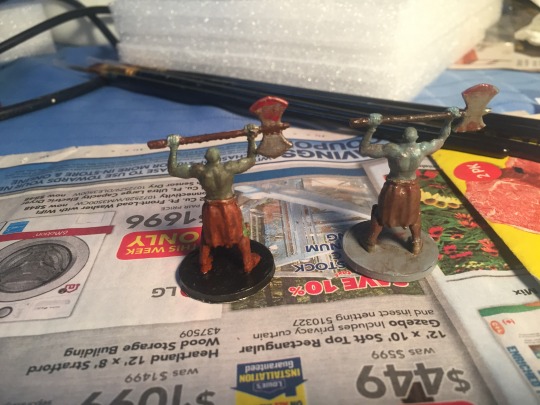


The cutie on the left with the green goblin coloured thighs was guy number one. During that first engagement I learned that when you have to mix paints to get a colour you want it’s damn near impossible to recreate it. This problem is made worse when you totally forget to paint a section of skin after you moved on to something else and all the original skin tone is a dried mess on your palette. Lesson learned (sort of, made the same mistake on another mini later on). Not that photos show this well but I attempted giving Bogram v1 some red eyes but I just skipped that for the time being on Bogram v2 until I felt like I could do better at it.
I spent most my time on both of these trying to mix the super rich colours I had in to the shades I wanted. I figured a gritty in-you-face combatant would have more muted tones to them, something I think I did a better job of on the second guy. Speaking of which, sanding down the imperfect 3D prints of this model was a real to-do and I think I did a much better job on v2. Those details coupled with a little more care in to the application of the blood stains made me a lot happier with v2. This is good because my dumb ass dusted v1 when I thought acetone was safe for stripping the paint off of him.

We live and we learn. On to the next ones.
I would like to thank my friends Nick for printing these fine lads out for me (even if I murdered one) and @kasiawo for giving me guidance on the nuances of paint and the mixing thereof.
#miniature#painting#dnd#DnD 5e#warhammer#hobby#half orc#citadel paints#games workshop#creative#bumblefuckery#d&d#d&d 5e#d&d character#me#apt
6 notes
·
View notes
Note
I've been reading your blog and I have some questions about your built hand/s: 1) Can you crush nuts with any of the models? 2) How hard and resistant is the 3D-printer plastic? 3) Are they good for scratching yourself? 4)Can you grab onto things / pull them?
1) I haven’t tried. I could probably smash some less tough nuts, but I’m not about to start cracking open Brazil Nuts any time soon.
2) So there are actually a few types that are redaly used in Fused Deposition Modeling 3D printers.
The first and easiest to use is Polylactic Acid or PLA. It’s a corn starch based polyester plastic that doesn’t shrink much when is cools, and has a melting temp of around boiling temperature of water. This makes it easy to bend into shape. I know someone who likes making arms with this because he can make long hollow tubes with very little material. It’s also very hard,but prone to shattering. However, I don’t use PLA because that low melting temp is enough to warp my fingers in a hot car. The other issue is that it doesn’t have a friendly solvent, so anything you print with it will probably be porous, which is bad for prosthetics.
The plastic I use is Acrylonitrile Butadiene Styrene or ABS. It’s the plastic used in lego, so that should give you an idea of the toughness. It’s a bit harder to print with because it can warp when it cools, but it’s slightly softer, making it far more impact resistant. It also melts in acetone, so I can smooth parts in a vapor, or fuse pieces with a dab of solvent. In a pinch I can (and have) fixed fractured fingers with fingernail polish remover.
I’m looking into printing my hand in Nylon, as it’s still a bit softer, almost a bit gummy, but virtually indestructible. However, it’s also a total pain in the ass to print with. Warping and spiderwebs and noodles oh my!
3) I actually found that it was much easier to do thi when I added claws to my fingers. The old fingers couldn’t scratch butter. What I didn’t realize is that the claws would be nice for giving head scritches to others, and that I would accidentally scratch myself with the protruding bolts.
4) That is kind of the point, yes. I did most of my early development while working as a package sorter for fedex. I actually had to fight the urge to reach out and grab things I shouldn’t, simply because I CAN NOW PLEASE LET ME PULL THE THING.
6 notes
·
View notes
Text
Model Making Workshop with Jack Pratt
“If you paint it right, nobody will know”
Model Making Workshop with Jack Pratt
Stop motion - see The Little Prince
Anomalisa - realistic model making
Aardman
Laika
Scratch Building:
Balsa wood: Easy to stain. Use wet’n’dry sandpaper to take fibre away from the surface. Coarser paper to take 2mm of surface off, to take away any resin residue etc. so it’s stained evenly. It warps, so be careful, build braces and layer it. Large grain.
Obeche wood: nice alternative. Smaller grain. Better for scale furniture. Takes stain well. Doesn’t warp as much. It’s denser.
Wood panelling making: stain wood, cut up, then jumble up.
Styrene: Big architectural models. Score surface and snap it. Real cheap for sheets. Use Plastic weld or Tamiya Cement. Glue flows underneath and melts the surface, essentially welding it together. There are no blobs of glue left behind, clean finish. Re-use the same brush, it’ll go soft again when you dip it back in the plastic weld. You can make moulds from it, it’s fine with silicone etc. Sand paper for fine wood texture. If sanding, you’ll get fibres, use steel wool to get rid of them.
Kapa foam: Peel off the paper (BUT keep it for slate or stonework - creased paper makes a great texture for that and can be cut to shape). Make larger scale wood texture with a wire brush. Cover with a layer of PVA or sealer before painting, otherwise, it will just eat your paint as it’s very absorbent. Use wood glue with it.
Large scale brickwork - use filler, use thin tape to mark grooves, slap on the filler, then peel the tape away while the filler is still wet so it doesn’t chip away.
Filler and toothbrush - make terrain with
smear filler onto the base, sand down = cement
Corrugated metal - double up tinfoil, glue down cocktail sticks to your material, place tinfoil over it and brush along the sticks with a toothbrush
Water waves - use gloss varnish for small, silicone sealant for large waves. hot glue can be used and shaped with the glue gun’s hot nozzle
Kit Bashing: Always consider using junk first
Lé Painting Effects
Always prime styrene before painting
Airbrush (a mini airbrush cleaning station with paint thinner makes life much easier. that way you only need to take it apart to clean at the end of the day but not between jobs)
Use cinnamon to make rust - cinnamon + pva, the more cinnamon the more grained the texture
Peeling/Chipping paint effect: Apply hairspray on top of the model, let dry, airbrush on top, let dry. Get a cotton bud (use cloth for a bigger surface) with thinner and lift it.
OR sprinkle salt over, apply water, let dry. Airbrush over. Chip salt away.
Washes emphasise the shadows in the model. Vallejo Washes are a good brand. Round tip brush is ideal. Apply thinner on clothe and go over the paint, this will leave the paint in the deep areas.
Dry Brushing - flat end brush. Brings out highlight. Remove as much paint as you can from the brush.
Weathering powders - you can use chalk pastels instead. Apply with a cotton bud. Seal with varnish.
Tools to get:
Gyro cutter
Scribing tool - it takes the material away, rather than creating an edge
Dremel
Short bladed razor saw
Tube cutter
Small hand drill that doesn’t require power
mini clamps
proper mask - 3M
3D PRinting:
PLA material, ice, 2.85 mm width
Always prime a 3d print before painting
xtc-3d resin can be used to smooth all the layer strips out. But it will get rid of very fine detail. But you can sand them.
Alternatively, you can make a silicone mould of the print and cast it in resin, this will smooth it out too
perhaps don’t use acetone, because it eats away at your model
smooth on 20T silicone is good for small moulds, goes off in half an hr
.obj or .stl file
0 notes
Text
3D printing post-processing
Post-processing is to 3D printing what clothes are to humans. You get the gist, right? 3D prints,more often than not, require various degrees of post-production treatment to be “presentable”.
Whereas 3D printers using the same technology and marketed for about the same price usually do not vary much(theoretically) in terms of print quality, the results of post-processing can vary greatly depending on your expertise and skills. Simply put, you take either 100 percent blame or credit for your finished 3D prints.
So, what processes are involved in post-processing?
•Cleaning
In FDM, cleaning usually means to remove support structures from the object.
As we know, there are two types of support material: soluble and insoluble. Insoluble material is relatively strong and can only be removed with a spatula,knife or sheer brute force,leaving the model and print platform vulnerable from possible damage.
If you are lucky enough to own a dual extrusion setup, you may want to use soluble material for your supports. Soluble materials such as HIPS and PVA, can be dissolved in water or Limonene.
Check out our previous blog on how set up your 2 extruder 3D printer.
•Fixing
One way to circumvent supports is to have your model printed separately. This means you will have to manually attach together your parts. ABS prints can be welded or glued together using acetone. Here is a tip you should heed: when creating joints or keys for a model, make sure to create joining features large enough for the 3D printer to create them cleanly. Thumb of rule is that features should be larger than 4-5mm in diameter. Glued components should be secured together using rubber bands, and cyanoacrylate glue should be used to spot glue around the connecting areas. If seams are rough or have gaps, bondo or filler can be used to smoothen them.
•Surface finishing
Sanding
Layer lines are the bane of models printed using FDM technology. Carefully sanding the surface of the model with paper should get rid of the lines. This process requires delicate skills and great attention. Start with higher grit to lower as you go. Do not sand in one place for too long as friction-generated heat could melt the material. The downside to manual sanding is inconsistent results, as well as being laborious.
Smoothing
To give the print a glossy finish, chemicals are sometimes used. For example, Acetone and THF are used to smoothen the surfaces of objects printed with PLA and ABS. The problem with this technique is that it can not be controlled: sometimes features are melted off that should remain. On top of that, vapours can be harmful when inhaled.This can be avoided using closed chemical cleaning machines.
•Coloring
Coating and Painting
Surface finishing is often followed by painting. Parts need colouring would ideally be printed using white material. A layer of primer is usually applied before the model is painted,followed by another stage of sanding. Painting is usually done manually using a brush or spray(at an arms length). It is highly recommended that you hang the object in an open, dust-free,well ventilated space. This will allow you to paint all surfaces evenly without having to handle the model while paint is drying. The painted object should be ready to polish after 1-2 days.
Credit: beamler, 3der
0 notes
Text
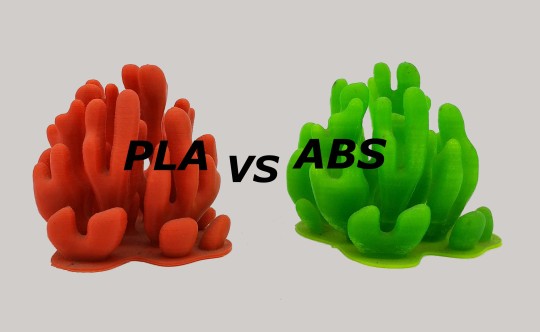
PLA VS ABS: Which 3d printing filament is better for you?
PLA and ABS filaments are the most used materials in 3d printing. They both have virtues for each. PLA is strong and be friend with environment, ABS is flexible and cheap. For specific print part, The most important thing is to choose the right material. When searching for building material could be used, there are so many items that you have to consider, including flexibility, strength, accuracy. In order to get accurately and properly print object, sometime you have to use special conditions with special material.
Until now, there are several kinds of materials that are used in 3d printing. PLA and ABS filaments are the most used types currently. They looks like the same in appearance, but they are entirely different in printing and property. So here is the question: Which type is better for 3d printing.
PLA
PLA, or Poly Lactic Acid, is derived from corn starch and sugar cane which are both renewable resources. From this conditions, this material are quite safe and easy to use. According to one experience, parts will be decomposed on soil in 6 months or 3 years. Until now, PLA is the most used bioplastic, The product includes plastic cups, forks, sucker, food package, medical implants, disposable tableware and flowerpot.
Likes other thermoplastic, PLA has characteristics similar to PP, PE and PS. It can be made from already manufacturing machine. These equipment are designed for petrochemical plastic, such as extrude, mold or film. This makes it relatively cost efficient to use.
Appearance
The nature pla is sub transparent granulate with slight yellow, there are no special fume with raw pla resin.
Temperature
The melt point of PLA is about 178 °C. In printing, you could set the temperature at 190-220 °C. It could be printed without heated bed, but we recommend that you use one at 55-60 °C.
Its glass transition temperature is 60°C to 65°C, this limits the usage of this material, such as in high temperature surrounding.
Print Performance

Compared with ABS, PLA is easier and more convenient to use. There are almost little or no shrinkage on print bed, you could print bigger diameter parts in open framed printers, don’t worry about warping, cracking or lifting from the bed.
When to use it
You could use pla in whenever you can. It’is easy used and bioplastic that can be composted or recycled in soil. This makes pla is the ideal material for gifts, models, prototypes.
When to avoid it
The glass transition temperature is about 60°C. If you are printing parts that need to hold temperature above 60°C, PLA maybe cannot meet this requirement. In this temperature, PLA is starting to soft and strength decreased. Meanwhile, due to the brittleness of nature pla, objects or tool parts cannot bear dropping repeatedly.
ABS
ABS, short name of acrylonitrile butadiene styrene. It is a strong and sturdy oil based plastic. ABS is widely used in business construction objects, including plastic car parts, Tool part and even lego building blocks. Meanwhile, ABS has great chemical resistance and electronic insulation, ABS is also used in consumer electronic parts, insulating layer of cables.
As the common used plastic in market, ABS material is suitable for all the process machine, drill, cut, welding, polish and electroplate. You can use this material in any there you could image.
Appearance
The nature abs is white granulate. The color will be white or slight yellow, they are different between manufacturer. For example, ChiMei’s ABS resin is slight yellow, but LG and Sabic’s ABS is white.
Temperature
The glass transition temperature of abs is about 105°C. That means that abs parts could be used in somewhere that has high temperature. PLA will be soften and lose strength but abs cannot.
About printing temperature, we suggest to set 220-250°C with a heated bed at 80°C or more. In order to get the best result, you need to test different temperature, Meanwhile, the cool fan should be off in printing.
Print Performance
According to view at the end point of nozzle, the melted abs thread are flowed out hot ends sequentially. ABS is tend to be easier to print than PLA, you never need to worry about jamming or clogging, that is common in pla. The main issue of abs is the shrinkage in cooling. The shrinkage can cause problems with part lifting from the bed, splitting or layer cracking. For these reasons, It’s must to print ABS with heated bed, Preferably with in closed frame printer.
When to use it
If the part needs to used in hot temperature location, mechanical operations or rough dropped, ABS is the good choice. Such as toys, keyboard of computer or tool handles. In one word, This material could be suitable for most objects.
When to avoid it
Due to the shrinkage of ABS, we don’t recommended to print without heated bed, it’s very hard to get good result. Meanwhile, ABS is an type of oil based plastic. Don’t use ABS for objects related to food.
PLA VS ABS Fume
As we have said, PLA is bioplastic which is made from renewed resource, it will be water and CO2 in burning. If you happen to printing with pla, you can smell slightly sweet, it’s pleasant on the nose. In the contrast, there are strong smell while abs prints, it’s harsh smell, liking burning the plastic.
PLA VS ABS Strength
When talking about strength, PLA can print incredibly strong objects with great layer adhesive, but PLA is tend to more brittle than other plastic. For this reason, PLA is always used for rapid prototype or function designed parts. ABS is often preferred with high flexural strength and better elongation before breaking, it can be used in professional application, end use objects.
PLA VS ABS Part Accuracy
General speaking, the accuracy of FDM printer are mainly depended on the calibration of printer and product complexity. Both them can be made for high dimensionally accurate objects, layer height can be down to 0.1mm. For connecting or interlocking objects, we suggest using 1-2 mm shell thickness and 30-50 mm/sec speed, this will ensure the result and strength in shell.
Compared with abs, pla has lower printing temperature, almost no wrap. Then pla can print for objects with complex features, such as connecting or interlocking.
PLA vs ABS Surface Finish and Post Processing
Due to the accuracy of 3d printer, both pla and abs parts have layer visible in surface. PLA is sub transparent, surface is glossy. ABS is the nature color of pale.
Both them could be used in post processing. Acetone alway use for ABS, it can smooth the layer with glossy finish. Meanwhile, ABS is also could be machined( sanded,weld, drilled, cut) after printing. PLA also could be sanded, but it should be take care the temperature, PLA has lower soft point than ABS
PLA vs ABS Heat resistance
ABS has more usage range than PLA, especially in hot location, ABS is more suitable for PLA. PLA can lose its structural strength and began to deform.
Conclusion
PLA and ABS are the most popular FDM 3d printer material. They have different advantages for each. ABS have better mechanical properties than PLA, PLA is easier to print with.
PLA is better for objects that request more fine feature. Low shrinkage and easy for print help to offer quality surface details.
ABS is more suitable for professional applications that need strength, flexibility, thermal stability, ductility. But ABS is tend to warping in printing.
0 notes
Photo

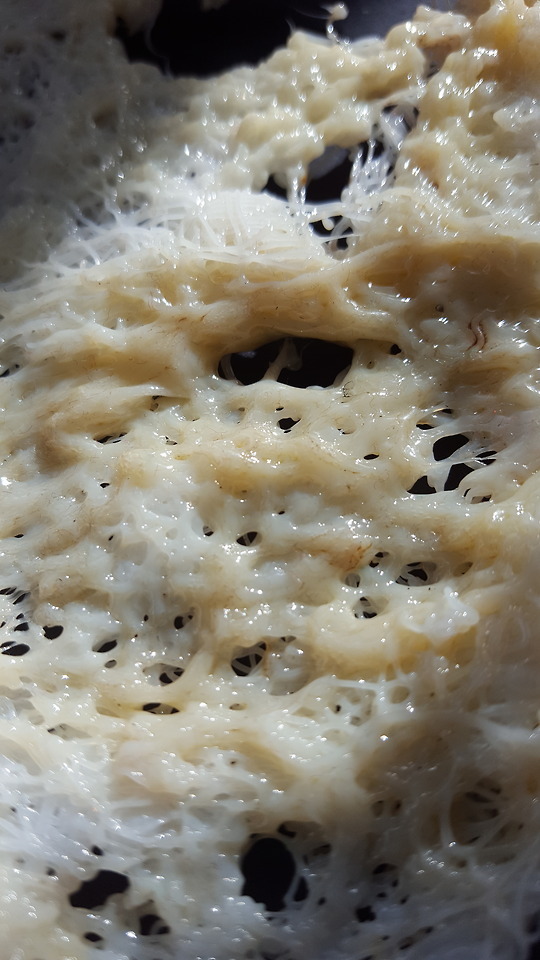


The two top images are of PLA 3d printed plastic heated with the heat gun.
The two bottom images are of PLA 3d printed plastic melted with acetone.
The fact that it was PLA 3d printed plastic allowed me to generate some interesting spider web and glue like aesthetics.
0 notes
Text
Nozzle Cleaning Drill Bit 10 x 0.04mm
Contents: 10 Drill Bits
Colour: Variable
Material: Tungsten Steel Alloy
Drill Bit Diameter: 0.4mm
Shank Diameter: 31.75mm
A must-have tool in every 3D printer’s toolkit and an essential part of routine 3D printer maintenance. This pack contains 10 x 0.4mm hardened, tungsten alloy drill bits used for unblocking 3D printer nozzles. Suitable for all nozzle sizes - 0.4mm and larger.
Instructions
Heat the nozzle you wish to clean to its suggested printing temperature.
Unload any filament present as per you printer’s manufacturer’s instructions.
While still at printing temperature, carefully remove the heated nozzle from the heat block.
Insert the drill bit gently into the nozzle by hand, from the inside out (following the path that the filament would take) and taking care not to increase the size of the nozzle hole.
Once free of blockages, bring the heat block back to operating temperature before refitting the nozzle, making sure not to over tighten.
Re-level your print bed before printing.
Usage Tips
- Do not attempt to remove a 3D printer’s nozzle from the printer before heating up to full operating temperature as the removal of the extruder while cold can result in damage to both the thread of the nozzle and the heat block.
- Do not attach the drill bit to any form of power tool.
- Do not apply excessive force while clearing the blockage as the drill bits are made of hardened tungsten alloy that can easily damage the softer brass of the nozzle.
- The drill bits can be used while the nozzle is at temperature and still attached to the printer to lightly dislodge any blockages. To do this, simply rotate the drill counter clockwise to dislodge any built-up material and proceed with the “Hot Pull” or “Cold Pull” cleaning methods found here. Extra care should be taken to not insert the drill bit too far up the nozzle as to damage the printer’s filament feeding system.
Details & Care
- After use and once cooled the drill bit can be soaked in solvent such as caustic ethyl acetate for PLA, limonene for HIPS, acetone for ABS to dissolve built up plastic from the drill bit.
Correct Application
- This drill bit set is designed to be inserted into a 3D printer nozzle that has been heated to full printing temperature, and has been detached from the printer in order to unclog blockages that may be present.
- Any other use may be dangerous. The manufacturer cannot be held liable for damage resulting from incorrect or improper use or operation.
- As correct use of this product entails the handling of components heated to an extremely high temperature, for safety purposes, only attempt to use this product while wearing heatproof gloves and safety goggles.
0 notes
Photo
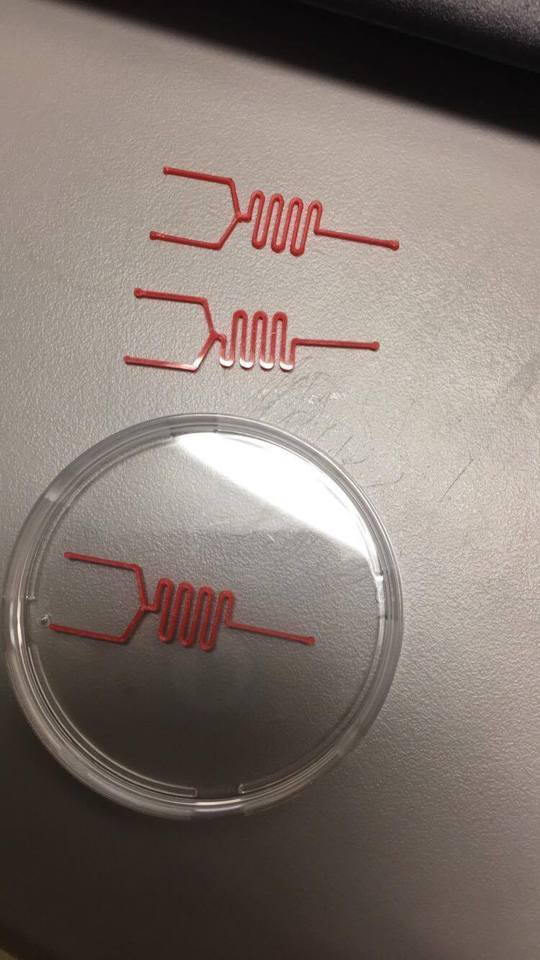
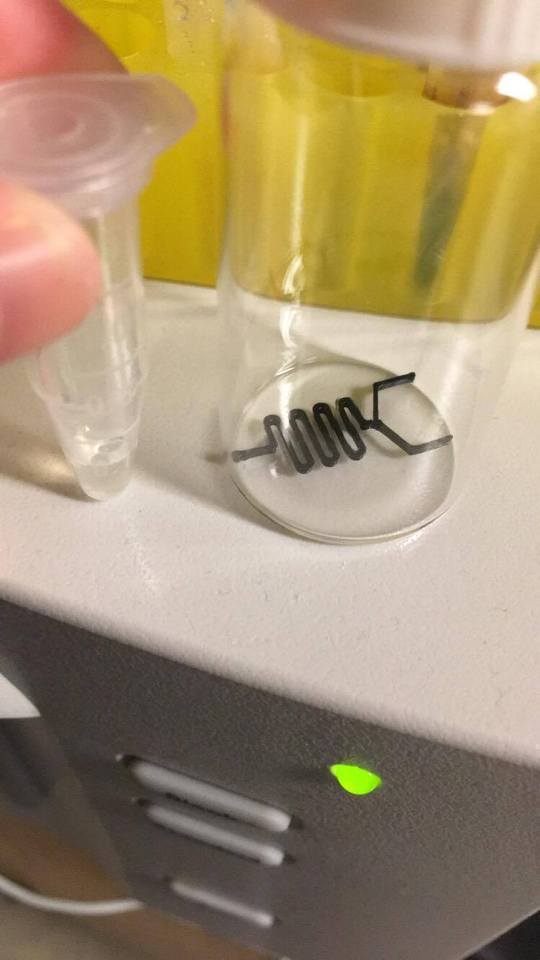

7.21.17 One thing I like about research is that things are always moving. We try a bunch of things and sometimes they don’t work but how do you know what works if you don’t try?
So these are pictures of a microfluidic channel that I designed on SolidWorks and printed at school on our lab’s 3D printer! The channels are made out of ABS, which dissolves in acetone. The black channel was made out of PLA, the standard 3D printing filament. They’re about 22.5mm long, or 2.25cm long. So tiny. What we’ve done thus far is stick it in a gel made out of...something that I forgot...Shoot
But essentially what we’re planning to do is dissolve the channel and then have our iron oxide and another fluid that I need to remember running through the two tubes on the left. The fluids will get mixed at a fast velocity as they move through the curves and be completely mixed together as they flow out the right tube. Nanoparticle solution flows out to the end of the tube. It’s so simple.
The way the microfluidic channel works is simple because since the diameter of the channel is so slim, the velocity of the liquid flowing through the tube is really fast, because of relationship between tube diameter and velocity, which is that as diameter of a tube decreases, the velocity of the liquid flowing through the tube increases. Thanks Physics 123 for teaching me the oh so exciting equations (continuity equation and density = mass/volume) and other explanations behind that.
0 notes
Text
ABS Filament | 3D Filament Supplies
ABS (Acrylonitrile Butadiene Styrene)
It is widely used in different ways in most industry nowadays. This includes automotive components, manufacturing of pipes (such as waste, drain or vent pipes), protective headgear (because of its shock absorbing properties), electronic assemblies, musical instruments, kitchen appliances, toys, protective carrying cases and most famous is the Lego bricks. It is produced from Acrylonitrile, 1, 3-Butadiene and Styrene. This three component is the basis for petroleum. It’s chemical formation is (C8H8)x· (C4H6)y· (C3H3N)z). It has an increased toughness and the introduction of styrene makes it suitable for much application. It is one of the invaluable material for most industries. The most popular techniques used while machining includes drilling, sawing, shearing, turning, die-cutting, and milling.

It is normally strong, durable, quite resistant to heat and slightly flexible. 3D printers that make use of ABS filament plastics typically operate at a hot end i.e. the heated aspect that melts the plastic, prior to being forced via the nozzle of the printer at a temperature of about 210-250°C. ABS is equipped with a printbed heated to prevent the cracking or warping of the printer materials. In times of cost, ABS is less expensive when compared to the three different types of filaments. For a diverse purpose, ABS filament is the most suitable material because it can be painted and easily sanded (this is to smooth the objects printed and removal of jagged edges). Parts that are either broken or printed can be glued back together with the ABS glue. It is soluble in acetone, which is a nail polish remover. It comes in different colors such as black, white, green, red, and blue yellow. It has a matte appearance and is transparent. Just like other types of filament, it has its own drawbacks. Firstly, it is petroleum based non-biodegradable plastic, which can be recycled. Another issue with ABS is its ability in creating a mild fume that causes irritation to sensitive people. Therefore, the installation this printer in a place that is well ventilated is required or perhaps a specific fume hood will be required. When it is exposed to prolong sunlight, ABS deteriorates. For those who are not making use of the ABS spool for a longer time, should consider storing it properly in a container, which is airtight. From the ambient air, it attracts moisture, which has an effect on the prints.
ABS 3D Printer Filament Properties
High durability
It is perfect for automotive parts, moving parts, toys and electronic housing
Its has a good strength, high durability, and impact resistance.
More flexible than PLA filaments
It is soluble in Acetone
After printing, it is easy to process
Warping and curling are common issues if you are printing with ABS
Not considered food safe
The heated bed that is recommended is between 50°C – 100°C
The overall print temperature range from 210°C – 250°C
What are the Benefits?
Its chemical properties cannot be altered when it melt and cool. This makes it an excellent 3D printer filament.
0 notes
Last Seen Blogs

anythinggoesbruh
EXPERIMENTAL

frcntline-a
🇫🇷🇴🇳🇹🇱🇮🇳🇪

lil-e93-blog
Little Evie

grosirkaosskatesurfing
Grosir/Ecer Kaos Distro.awl all about skate&surf

morts2022
Untitled