#electrostatics lube cleaner
Text
WHAT ARE BYPASS FILTERS?

A bypass filter, also known as a pressure relief valve, is a very important part of an oil filter. When oil is too thick or the filter is clogged, the valve opens. If the valve doesn’t open then the filter may eventually burst.

Bypass filters are designed to remove fine organic and inorganic particles. It also increases the total volume of oil used. Thus, if you have contamination issues and want to extend operating equipment life, extend lube oil & service intervals, and consider adding bypass filters. We can say that Bypass filtration can be considered another aspect to save money and downtime.
Most of the existing manufacturers use ‘full-flow’ oil filters which are designed to protect the component from large particles but they cannot remove soot, water, or silt. Full-flow filters alone cannot keep oil clean for a long-term period. The fine particles which account for most of the contamination can be removed by the bypass filters.
It is advised to do the homework before buying a bypass filter. Some important factors to consider are:
1) Capture efficiency - The higher the beta ratio, the better will be the capture efficiency. A good beta ratio selection can control the escape of particles through the element. It is just like a good shepherd keeping the flock of sheep in a controlled and organized manner in the field.
2) Pressure/flow - Suitably designed filter element has calculated flow and velocity of oil through its microvoids. It is as important as keeping the water stream in a controlled way for gardening purposes. Else, it may spoil the sole purpose of watering.
3) Dirt Holding Capacity - It is not only necessary to have high capture efficiency but also a good filter element capacity is a must-have to retain the collected contamination. A well-engineered element has dedicated space to imprison the unwanted contaminants.
4) Heating element (to eliminate solid and liquid contaminants) - An elevated temperature helps to dislodge the solid contaminants and accelerates the rate of removal of volatile impurities.
5) Type of filtration media - Filter media varies with grade and type of oil widely. This may be a fine filter paper to absolute and depth filter media.
For more such interesting Articles and Case Studies: Click Here
6) Compatibility of fluid - Not every filter element can be used with any grade of oil. A small mistake in element selection can destroy the element as well as may cause a collapse of the entire system.
7) Surface area for the filtration – The higher surface area will give a lower pressure drop across the filter and also helps to achieve higher flow rates.
8) Compact in size - Reduction of size in regards to the filter elements and housing gives us multiple benefits like space and cost-saving, aesthetic look, better maintainability, low recurring expenditure, etc.
9) Inexpensive to use and install - At the end of every engineering and calculation, economics comes into the picture. It is always suggested to go with optimized design and correct sizing to overcome financial constraints.
We don’t need any additional setup to establish a Bypass filtration system; it can be done within the existing skilled limits. Please note that a bypass filtration system can be of great benefit if installed and maintained appropriately and it helps to prevent post-filtration fugitive contamination ingress into the system.
We will be happy to help you in the entire journey of the right filter selection. Contact - [email protected] or WhatsApp us at +91 7030901267.
#minimac#minimacsystems#filter#filter skid#filter replacement#contact minimac#Lube Oil Filter#hydraulic oil#oil cleaning machine#Lube oil cleaning#hydraulic oil cleaning#FRF#oil flushing#transformer oil cleaning#oil condition monitoring#Fluid Power Equipment#electrostatics lube cleaner#coalser separator#Diesel purification systems#chemical cleaning#technology#varnish removal#oil contamination
2 notes
·
View notes
Text
The terms dimer, trimer, tetramer, pentamer, hexamer, heptamer, octamer, nonamer, decamer, dodecamer, eicosamer reflects molecules having 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, and 20 monomer units.Others may be more intricate and referred to as necklace groups.Or, aging polymers may react with other chemicals in the environment.
A third cluster (team C) is made of the hydrophobically changed artificial polymers S4 (ammonium acryloyldimethyltaurate/beheneth -25 methacrylate cross-polymer) and also S5 (acrylates/C10 -30 alkyl acrylate cross-polymer) and the polysaccharides N6 (gellan gum tissue) and also N7 (carrageenan). The latter is a parameter referred to as the pressure required to reach a particular degree of deformation, and it is straight attached to the item spreadability.The longer the chain, the greater the molecular weight.SN (hydroxypropyl guar gum), N4 (Caesalpinia spinosa gum), and also N5 (Ceratonia siliqua gum tissue) come from the same cluster (group A), negatively filled on F1 and favorably filled on F2.They are high molecular weight polymers stemmed from the crosslinking of the polyacrylic acid.
Today, acrylic acid remains a crucial building block in the manufacturing of several of our most commonly used industrial and customer products.The polymerization of one kind of monomer offers a homopolymer.These systems make it possible for the synthesis of various polymer architectures, including direct, cyclized, branched and also star polymer chains, as well as crosslinked networks.
When collaborating with water based acrylic polymers, you will surely discover acrylic polymer emulsions.Even the DNA in your cells is a polymer.Or they can use amino acids to build fabricated healthy proteins unlike any type of made by Mommy Nature.Anyone brand-new to the manufacturing market would certainly do well to review the adhering to polymers.
Flexibility: Natural as well as synthetic rubbers have flexible residential or commercial properties that make them ideal for automobile tires as well as similar products.Because there is a little much less opportunity of electrostatic repulsion, MV40 & MV60 are a bit less conscious pH as well as to salt.Indeed, because of their extremely high degree of cross-linking, they do not uncoil when distributed in water.When presented in a water-in-oil solution, these polymers convey a velour skin really feel.
In graphite, utilized as a lube as well as in pencil "leads," the carbon atoms link in planes that can glide throughout one another.The suppleness of this structure and the low absorption of oil makes it a great binder for pushed powders.The hydrolysis of nitriles to carboxylic acids is likewise a kind of addition-elimination. This implies that polymers can be made quicker, cheaper, cleaner as well as with greater control of the final product.
For lots of polymers, lowered crystallinity may additionally be related to raised transparency.Naturally happening polymers such as cotton, rubber, and starch recognized products for several years before artificial polymers such as polyethene and also perspex appeared on the market.These plastics are kept in mind for their transparency, resistance to breakage, and also elasticity.
0 notes
Text
SLUDGE AND VARNISH DEPOSITS – IS THERE A WAY TO BEAT IT?
It is tempting to dismiss and often underestimate varnish as just another soft, sticky, grimy contaminant that clings to gas turbines. Yet, in-depth research and studies have proven otherwise. There is a side to this rather innocuous-looking grime that makes every energy corporation bring its most innovative and resilient technology forth.
A coating that adheres to internal surfaces, varnish and sludge deposits can wear out equipment components, restrict performance and ultimately cause failures. Taking different forms, from a sticky coating to a hard lacquer, and ranging in color from gray to brown to amber, the varnish is very destructive and hard to remove. These reasons are enough to realize that in order to vanquish varnish, one must really understand it.
Oxidation resulting from the thermal stressing of lubricating oil, and the products of oxidation, can lead to the creation of varnish in hydraulic control and lubricating oil systems. After oxidation and the development of free radicals into a merged form of varnish, these sticky deposits cling to the metal surfaces of the oil loop, namely piping, valves, heat exchangers, strainers, filters, and other sensitive equipment.
In turn, this growing film seizes other fine particulates on the sticky surface, which continues to build up around the particulates, forming an abrasive, destructive surface. Research has shown that deposits of polymerized oil oxidation products contribute to the weakening of gaskets and mechanical seals.
Other potential problems caused by the varnish in turbine systems include restriction and sticking of moving mechanical parts; increased component wear; increased friction, heat, and energy due to varnish's thermal insulation effect; autocatalytic deterioration of the lubricant; plugging of small oil flow orifices and oil strainers; reduction in filter efficiency and potential filter plugging; journal bearing failure; increased maintenance costs because of cleanup and disposal of oil.
Heat is the root cause of varnish. Without an efficient removal system for oil oxidation products, the varnish contamination level in the oil will unavoidably grow until it beats the capability of the inhibitors. For every 10°C rise in operating oil temperature, the rate of oil oxidation doubles. Microdieseling is one cause of hot spots in the oil. This is the shrinking of entrained air bubbles when the oil passes through a high-pressure pump in the hydraulic circuit. Another cause of hot spots is the production of spark discharges. This powerful heat caused by static discharges literally cooks the oil, creating oil molecule fragments that exhaust antioxidant additives.
Even gas turbines that push peaking units with low operating hours are not immune to oil oxidation and varnish formation. Rolling the turbines with the turning gear two to four hours every week reduces rotor bowing, and maintaining the circulation of lube oil at all times sustains reliability and availability. But, with these benefits comes the unfavorable side effect of furthering lube oil oxidation and varnishing.
Despite knowing the key factors involved in causing varnish, detailed research has proven that the application of traditional oil test methods as an early warning for the onset of oil varnish is either futile or provides limited information.
Conventional oil cleaning methods that include strainers, centrifuges, vacuum dehydrators, and mechanical media filtration are effective in removing water and hard contaminants, along with some larger soft contaminants. However, removing varnish and the by-products of oil oxidation that form varnish requires the removal of the insoluble submicron soft oxidation products. The most effective method is continuous electrostatic oil cleaning, which addresses contamination well beyond conventional means.
This is where Vartech industrial cleaner makes a difference. A two-step, clean-and-control solution with high saving potential. VARTECH Industrial System Cleaner is an inimitable blend of triple action technology and a streamlined cleaning process. Vartech technology uses advanced lubrication chemistry which hinders the development of varnish precursors, products of oil degradation that can deposit on internal surfaces and accumulate over time. In short, one gets remarkable oxidation stability, less degradation, and long oil life, which can not only lead to varnish control but also maximize operational efficiency while ensuring high cost-efficiency and time saving.
Lastly, if you are looking to vanquish varnish and sludge deposit, then look no further than Vartech Industrial System Cleaner. It is the answer to your every question related to varnish.
0 notes
Text
Hydraulic fluid and base stock options
Hydraulic machines produce a lot of excess heat during routine operations, often caused by inefficiencies of the components, like pumps and motors. Without a way to carry heat away from these components, it could result in overheating issues with resulting damage of seals and internal components, especially as a result of low local viscosity. As oil returns to the reservoir, it often passes through a cooler to help maintain optimal temperature range before it is pumped back out to the system. Conversely, hydraulic fluid can carry heat into a system during cold starts, when needed
Hydraulic oil is prepared by the addition of additives in the base stock according to usage, area of usage, ambient condition of usage, the criticality of machines. There can be a variety of base stocks such as mineral oils, synthetic oils, vegetable oils, water-based oils. These base oils can be also further segregated as follows:
Mineral Oils: Group I, Group II, Group III. Mineral oils are used in a variety of industries in various forms such as laxative in biomedicines, veterinary, etc as common ingredients in cosmetics, lubricant, and coolant in mechanical & electrical industries.
Synthetic Oils: Halogenated compounds, Polyglycols (PAG), Polyether, Poly- alpha-olefin(PAO), Polyether, Silicones, Esters, Phosphate Esters, Polyol & Dibasic acid esters. Synthetic oils can be used as a substitute for petroleum refined oils in extreme temperature operations. One of the major advantages of synthetic oil is its ability to resist chemical decomposition in the presence of water, it also separates from water easily and can operate at higher pressures.
Vegetable Oils: Natural vegetable oils such as Canola Oil, Soyabean Oil, Sunflower Oil, Cornflower Oil. Vegetable oils are mainly used in the food industry, they are also used in personal care and cosmetic industries, paint industries. They are also used in electrical industries as insulators due to their non-toxic nature.
Water-Based Oils: Water Glycols, Emulsions, Synthetic Solutions. Water-based oils such as water glycols, emulsions have excellent fire-resistant properties. Excellent fire-resistant properties along with good cost and performance make it the right choice for many industrial applications. They also have good operating pressure and temperature ranges.
Thus from the above illustrations, we can identify different types of base stocks and their segregations, and use of these segregations according to the customized needs.
Also read: https://www.linkedin.com/pulse/functions-hydraulic-oil-reasons-its-contamination-anshuman-agrawal/
Minimac focuses on lubrication reliability and contamination control - Clean Oil, Healthy Machine! Call +91 7030901266 for Condition Monitoring.
#frf#oil flushing#minimac systems#power#minimac#oil & gas#hydraulic oil#lube oil filter#contamination#hydraulic oil filter#oil condition monitoring#frf condition systems#coalescer separator#oil dehyration#electrostatics lube cleaner#transformation oil purification#diesel oil purification#oil filtration system#oil purification system#lube oil flushing#chemical cleaning#oil filteration#oil filtration#filtration skid
1 note
·
View note
Text
Functions of hydraulic oil and the reasons of its contamination
There are four basic functions of hydraulic oil:
To act as an energy transmission medium
To Lubricate internal moving parts of components
To act as a heat transfer medium
To seal clearances between moving parts
Proper hydraulic fluid maintenance helps to prevent or reduce breakdown maintenance. This is accomplished through continuous improvement program that minimizes and removes contaminants. Hydraulic fluid is expected to create a lubricating film to keep precision parts separated. Ideally, the film is thick enough to completely fill the clearance between moving parts. This condition results in low wear rates. When the wear rate is kept low enough, a component is likely to reach its intended life expectancy.
The actual thickness of a lubricating film depends on:
fluid viscosity
applied load
relative speed of the two surfaces
So, if after multiple cycles the oil loses its viscosity or is contaminated. It will lead to addition friction and wear and tear.
What harm will the contaminants make?
If not properly flushed, contaminants from manufacturing and assembly will be left in the system. These contaminants include dust, welding slag, rubber particles from hoses and seals, sand from castings, and metal debris from machined components. Also, when fluid is initially added to the system, contamination is introduced. During system operation, contamination enters through breather caps, worn seals, and other system openings. System operation also generates internal contamination. This occurs as component wear debris and chemical by-products react with component surfaces to generate more contamination.
What are the types & sources of Contamination?
There are basically 4 sources of contamination:
Built-in Contamination
Natural Contamination
Ingressed Contamination
Generated Contamination
While the first three types of contamination is self-explanatory, there is the further classification of generation contamination on the basis of how it is generated:
Abrasive Wear: Hard particles bridging two moving surfaces, scraping one or both.
Cavitation Wear: Restricted inlet flow to pump causes fluid voids that implode causing shocks that break away critical surface material.
Fatigue Wear: Particles bridging a clearance cause a surface stress riser that expands into a spall due to repeated stressing of the damaged area.
Erosive Wear: Fine particles in a high-speed stream of fluid eat away a metering edge or surface.
Adhesive Wear: Loss of oil film allows metal to metal contact between moving surfaces.
Corrosive Wear: Water or chemical contamination in the fluid causes rust or a chemical reaction that degrades a surface.
Are contaminants visible with naked eye?
Particle sizes are generally measured on the micrometer scale. One micrometer (or micron) is one-millionth of one meter, or 39 millionths of an inch. The limit of human visibility is approx.. 32μm micrometers. Keep in mind that most damage-causing particles in hydraulic or lubrication systems are smaller than 14μm micrometers. Therefore, they are microscopic and cannot be seen by the unaided eye. To put the sizes in perspective, below are the sizes of some known objects.
Hence filtration of hydraulic oil is of prime importance. Minimac System provides an array of the solution in this regard. What we also do is filter check via our experts for any of your rig/equipment.
At Minimac Systems we offer Flushing Services and Filter Check Services which ensure a clean system including oil tanks and lines. Book an appointment with our technical expert by clicking on https://www.linkedin.com/company/minimacsystemsprivatetlimited or call +91 8975150700
Like, Comment, Share this article to spread awareness and sensitize the reader for Zero Mechanical Breakdown.
#frf#oil flushing#minimac systems#power#minimac#oil & gas#hydraulic oil#lube oil filter#contamination#hydraulic oil filter#lube oil flushing#electrostatics lube cleaner#oil dehydration systems#frf condition systems#transformer oil#diesel oil purification#coalser separator#oil analysis#oil filter systems
0 notes
Text
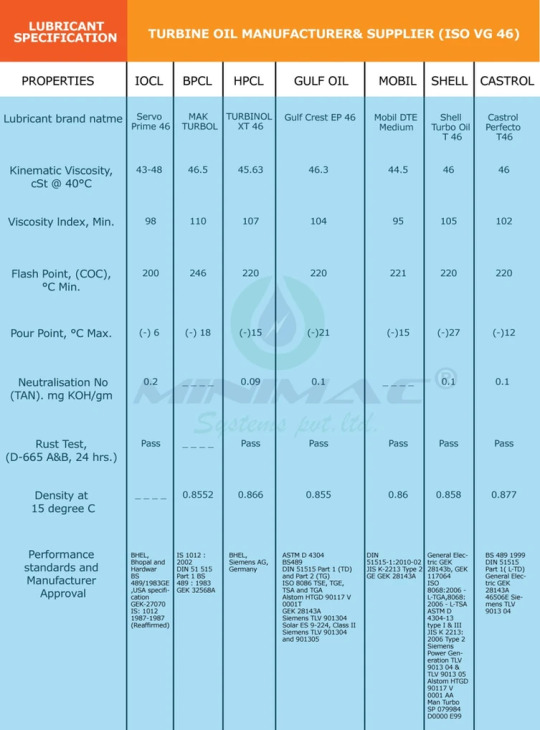
Standards of turbine oil

A) BSI (British Standards) – BSI BS 489:1999: Specification For Turbine Lubricants.
B) DIN (German Institute for Standardization DIN 51515-1, 51515-2: This document specifies minimum requirements for oils for high thermal stress (high-temperature service) in turbines.
C) ABB (ABB Group) ABB G12106: Ultra-clean turbine oil, Long-life, Rust & Oxidation-inhibited circulating oil.
D) ASTM International – ASTM D4304: Define the properties of the mineral and synthetic oil-based turbine lubricating oils that are functionally interchangeable with existing oils of this type, are compatible with most existing machinery components, and with appropriate field maintenance, will maintain their functionality.
E) GE (General Electric) GE: GEK-32568: Lubricating Oil Recommendations for Gas Turbines With Bearing Ambients above 500°F (260°C)
Also Read: https://www.linkedin.com/pulse/mandatory-properties-steam-gas-turbine-oil-anshuman-agrawal-mlt-1-/
We at Minimac study your maintenance needs and provide the best solution. We believe in Discern, Design & Deliver.
Call +91 7030901266 for Mechanical Maintenance & Oil Check.
#frf#oil flushing#minimac systems#power#minimac#oil & gas#hydraulic oil#lube oil filter#contamination#hydraulic oil filter#oil analysis#oil filters#oil industry#oil and gas#oil#oil purification system#oil purification system#oil purification#oil contamination#mlc lvdh#lvdh full form#lvdh#mlc#transformer oil filtration#oil filtration machine#oil filtration systems#oil dehyration#electrostatics lube cleaner#transformer oil#transformers
0 notes
Text
Can all contaminants be seen with naked eyes?
As a part 2 of #knowyouroil series, we will discuss about Particle Contamination. Whenever we talk about contamination the first thing that comes to our mind is solid particles that we can see or feel. But what we do not understand is how big a particle can really cause wear and tear to your machines, can all contaminants be seen with naked eyes? Is it too late to wait until then?
To answer the above questions we must first understand the actual clearance size of the different types of lubrication film formed between rolling> and rotating components which is essential for providing proper lubrication. Oil film thickness in machinery is measured in microns (µm), or one-millionth of a meter.


The contaminants that are considered to be most damaged are from size 2 to 20 µm and avoiding these are key to keeping your machinery breakdown free.>

Get your machine's oil check today with our technical expert call +91 7030901266. Ask for a brochure today.
We at Minimac System Pvt. Ltd. not only design a maintenance schedule for your lubrication oil but also provide OIL TESTING and FILTRATION services and the filtered oil complies to the ISO standard of Super Clean oil as we stand for MINImum MAChinery Maintenance.
#frf#oil flushing#minimac systems#power#minimac#oil & gas#hydraulic oil#lube oil filter#contamination#hydraulic oil filter#oil filters#filters#lube oil flushing#chemical cleaning#electrostatics lube cleaner#oil dehyration#oil dehydration systems#transformation oil purification#coalser separator#metal#mining#steel#oil and gas#oil lubrication#oil contamination#water contamination#contamination control#transformer oil#transformer oil cleaning#transformer oil filtration
0 notes
Text
Common properties that are must haves in the turbine oil

Oxidation Stability: Oxidation stability is a chemical reaction that occurs with a combination of the lubricant and oxygen. The rate of oxidation is accelerated by high temperatures, water, acids, and catalysts such as copper. The service life of a lubricant reduces with an increase in temperature.
Viscosity Index: The viscosity index (VI) is an arbitrary, unit-less measure of a fluids change in viscosity relative to temperature change. It is mostly used to characterise the viscosity-temperature behaviour of lubricating oils. The higher the VI, the more stable the viscosity remains over temperature fluctuations.
Filterability: Capable of being filtered or separated by filtering.
Low Sludging Formation Tendency: Having low sludge formation tendency.
To know more about sludging, read: https://www.linkedin.com/pulse/what-varnish-its-effects-anshuman-agrawal
We at Minimac study your maintenance needs and provide the best solution. We believe in Discern, Design & Deliver.
Call +91 7030901266 for Mechanical Maintenance & Oil Check.
#frf#oil flushing#minimac systems#power#minimac#oil & gas#hydraulic oil#lube oil filter#contamination#hydraulic oil filter#chemical cleaning#frf condition systems#oil condition monitoring#electrostatics lube cleaner#oil dehyration#coalescer separator#transformation oil purification#diesel oil purification#oil analysis#oil filters#oil and gas#oil industry#oil#turbine oilanalysis maintenance lubrication reliability contaminationcontrol oil powerplants oilfiltration rotatingequipment mechanical bre#power generation#metal#heavy metal#black metal#mining
0 notes
Text
Steps to achieve perfect oil lubrication
It is a well-known fact that lubricant’s key responsibility is surface separation and protection. It reduces friction and saves a lot of costs that a company incurs in events of premature failure. One of the things that people talk about very seldom is when to lubricate and how much to lubricate. Does over lubrication saves or increases the maintenance expense? Is there a sweet spot or optimum point for lubrication?

As presented in a report by Dr. H. Peter Jost’s Projected Economic Benefits Associated With Improved Lubrication Design and Practice, “A large percentage of lubrication programs operate inefficiently and on auto-pilot”.
Some of the properties where too little or excess consumes too much energy:
Viscosity
Grease Consistency
Grease Load
Oil Volume
Filtration
Grease Bleed
Summability: grease’s ability to relax in its reservoir under gravity and be fed into the pump
4 steps of the Oil Lubrication to save costs and conserve energy are:
1. Calculate the machine lubrication schedule on the basis of the machine’s operating environment and characteristics. It is often observed that the lubrication schedule of the slow-moving machines is scheduled very frequently and that of fast-moving machines very seldom. This irregularity in relubrication leads to either excess lubrication and thus wasting the product or insufficient lubrication leading to friction between surfaces, higher wear, and tear and premature failure. Contact Minimac, to schedule maintenance and for filter audit drive, follow: https://www.linkedin.com/company/minimacsystemsprivatetlimited
2. Machinery Operators should conduct a basis pre-trip each day to check for the physical properties of the lubrication of oil. In this way, early contamination conditions could be detected.
3. Cleaning of lubricant sump should become a schedule to extend on the intervals to change sump oil to save new lubricant cost. This activity also saves varnish and sludge appearance in tanks.
4. Skip all 3 steps and call Minimac +91 7030901266
We at Minimac Systems Pvt Ltd. not only design a maintenance schedule for the lubrication oil but also provide a range of OIL PURIFICATION SYSTEMS & OIL TESTING KITS. Minimac stands for MINImum MAChinery Maintenance.
#frf#oil flushing#minimac systems#power#minimac#oil & gas#hydraulic oil#lube oil filter#contamination#hydraulic oil filter#transformation oil purification#electrostatics lube cleaner#coalescer separator#oil dehydration systems#diesel oil purification#chemical cleaning#filter replacements#filter#oil filter machine#oil filters
0 notes
Text
How to manage the cost of Lubricant Filtration

The cost of removing dirt from oil is substantial, mainly when plants and fleets operate in dusty environments. We are aware of the fact that contamination control is optional but an important maintenance strategy. You may find it surprising, but most oils purchased these days are not filtered before being sold. It may look transparent, but it has particles that are not expected to be in new oil. The existing contaminants of lubricants must be addressed first before putting into service. Achieving cleanliness of oil at economical rates should be taken care of by smart maintenance professionals.
As already mentioned, many new lubricants may have impurities that contribute to premature filter plugging. An oil change can be more economical than filtration (in some cases). In simple words, filters last if they don’t plug in particles/impurities. A careful inspection must be done in this case. If you change filters very often, it will be a waste of resources. The additional cost includes inventory, labour cost, disposal of used filter and waste oil, scheduling cost, etc. If you change a filter too late, then it can be a danger for the oil and machine. Many technologies like bypass indicators, delta-P indicators, online particle counting, and alerts are available to improve the filter change intervals. It’s very important to remove the particles at the same rate they enter into the oil.
To learn about the latest technologies, Join our Community
Following are the factors which improve filters and their economy:
Filter with the right micron – Filters must have the right micron size to ensure the proper flow of lubricant. The appropriate micron should be checked before selecting a filter.
Temperature – A lubricant may have difficulty passing through a filter in cold temperatures compared to warm temperatures.
Viscosity – Lubricant viscosity is an important aspect too. For Low viscosity lubricant, a low micron rating filter should be considered and vice versa. This is due to the machine tolerance.
Moisture – If there is less moisture, then a spin-on or drop-in filter can be used to remove water from a machine. If the water is in a large amount, then a vacuum dehydrator can be the best option to remove water from a lubricant, as in this case, heat and suction are used to remove moisture.
Thus, it is important to select filters considering size, media type, capacity, filter design, dirt-holding, location of usage, pressure, flow, etc.
Connect with Minimac Experts: Click here
#frf#oil flushing#minimac systems#power#minimac#oil & gas#hydraulic oil#lube oil filter#contamination#hydraulic oil filter#lube oil flushing#lube oil#oil contamination#filtration skid#oil filter machine#oil filter systems#coalescer separator#oil dehydration systems#electrostatics lube cleaner#transformation oil purification#coalser separator#disel oil#diesel oil purification
0 notes
Text
Are you experiencing sub-optimal results even after changing filters?
I hope you have read these 2 articles:
http://bit.ly/35J0Vuy
http://bit.ly/2QInSKi
Whenever you are experiencing sub-optimal results even after changing filters, below are some possibilities which should be checked for:
Collapsed center tube
Inconsistent media quality
Damaged or burst filter media – fatigue
Bypass at filter media seam
Bypass due to adhesive failure
Damaged gasket or O-ring seal
Bypass valve jammed in open/closed position
Installation error, installing a filter in the opposite flow direction
Bypass valve leakage
Misaligned filter and seal
If none of the above factors contribute to the sub-optimal functioning of your filters we suggest you contact the Minimac Consulting team for required filter calculations and further investigations.
Get your filter check today, Call +91 7030901266
We at Minimac Systems Pvt Ltd. provide services of Total Lubrication Management and Lubrication Consulting that helps you optimize your Lubrication needs. Minimac stands for MINImum MAChinery Maintenance.
#frf condition systems#frf#oil flushing#minimac systems#power#oil & gas#minimac#hydraulic oil#contamination#lube oil filter#me frfr#fr fae#frfr#frfanart#hydraulic oil filter#fr fr tho#oil dehyration#oil condition monitoring#oil contamination#electrostatics lube cleaner#transformation oil purification#lube oil flushing#hydraulic oil cleaning#hydraulic#chemical cleaning#coalser separator#diesel oil purification#transformer dry out
0 notes
Text
Power sectors in India
After China and the United States of America (USA), India is the world's 3rd largest power producer currently producing 373,029.35MW of power. Catering to the huge population of India. Let’s take a glance at the power generation sector in India.
62% of the total production of power is generated by thermal energy sources.
23.9% is produced from Renewable Energy Sources such as wind and solar.
12.3% is produced from Hydro Energy & 1.8% is produced from Nuclear Energy.
In order to match the ever-increasing demand of the market, power production is increasing every passing day. India's electricity consumption has increased by approximately 2 folds in the last decade from 199,877 MW at the end of the 11th Five-Year Plan (2012) to 373,029 MW in 2020.
Sustainable development is very necessary for an industry that operates 24/7.
To fulfill the demand of the market it is necessary to keep the machinery healthy and for healthy machinery selection of the right lubricants is a must
Government vs Private... Power Generation Battle!
The majority of the power generation is held by the Government companies in India. Companies such as National Thermal Power Corporation Limited (NTPC), National Hydropower Generation Company (NHPC), and North Eastern Electric Power Corporation Limited (NEEPCO) constitute the majority of both Central as well as State owned government plants. With 47% to the Private Sector, Government-Owned Plants hold a 53% share.
On the other hand, private companies such as Adani Power, Tata Power, JSW energy hold the majority share in the sector of power generation.
Are government companies better than private sector companies or private sector companies are better than government companies in the power generation sector? This is still a debatable question. The amalgamation of the private and government sector in power generation helps provide sufficient power to back up India.
Visit https://www.minimacsystems.com/market-served to know about our clients in the power sector.
How do power plants generate Power?
Some of the common sources are Coal, Gas, Solar Energy, Hydro Energy & Nuclear Energy.
Thermal Power Plants hold 62% of power plants in India, constituting 53.6%, 1.7%, 6.7% and 0.1% of Coal, Lignite, Gas-based, and Oil-based respectively.
36.2% are Hydroelectric and Renewable Energy Power Plants. Renewable Energy is a sustainable and non-polluting source of power generation. Solar, being renewable is gaining popularity in the Power Sector with the Government investing majorly in Solar fields across the nation.
Nuclear power plants hold a mere 1.8% of total Power Plants in India, whereas it is the second-largest source of low-carbon electricity production globally after hydropower.
Do check https://www.minimacsystems.com/blog
Is solar becoming the new dawn of power generation in India?
India having the Summer season in the Majority of parts, Solar energy has a huge potential in Power Generation. Solar is also the cleanest source of energy hence can be sustained for the future.
Solar power capacity has increased by more than 11 times in the last five years from 2.6 GW to 28.18 GW in March 2019.
Do you think Solar will be the new era in Power Generation? Always remember Clean Oil = Healthy Machine.
Pollution is the enemy of sustainable development of power generation. Controlling harmful emission of greenhouse and disposal of waste is an important concern today.
Shifting to a cleaner source of power generation such as wind or solar energy sources will only solve half the issues. Application of 3R i.e Recycle, Reduce and Reuse are equally important in an operation and maintenance activities. Not only will it reduce the pollution but also will decrease the cost of operation and maintenance of the power plant.
Oil purification and reuse of lubricants is acceptable as per the ISO standard and is becoming essential part of power plant maintenance. Once you filter the oil it can be easily reused for a couple of years which will ultimately provide less harm to the environment.
Let's reuse the oil with proper and timely filtration and save our natural resources.
We at Minimac study your maintenance needs and provide the best solution accordingly. We believe in Discern, Design and Deliver.
Call +91 7030901266 for Mechanical Maintenance and Oil check.
#frf#oil flushing#minimac systems#power#minimac#oil & gas#hydraulic oil#lube oil filter#contamination#hydraulic oil filter#transformation oil purification#lube oil flushing#chemical cleaning#filter replacements#electrostatics lube cleaner#oil dehydration systems#frf condition systems#coalescer separator#metal#mining#turbine oilanalysis maintenance lubrication reliability contaminationcontrol oil powerplants oilfiltration rotatingequipment mechanical bre#turbine engine life extension#power generation
0 notes
Text
Steam turbine oil analysis practices

Introduction:
The market studies done by the various analyst on “Global market analysis on Turbine oil “forecast that the global turbine oil market to grow at a CAGR of 3.498% during the period 2017-2021 and the market size has a potential to grow by 1500.05 K MT during 2020-2024, and its momentum will accelerate during the forecast period. Turbine oil manufacturers are continuously working with OEMs to provide high-performance turbine oils to meets the rising demands globally. Nowadays the industries are more focused on extending the life of both lubricants and the equipment by implementing a robust Reliability lubrication Program.
In this article, we have tried to cover the maximum information about turbine oil which could help the power generation & manufacturing industries to move further with a cost-effective sustainable solution.
Turbine & it's lubrication system:
The turbine which is the heart of the power plant extracts thermal energy from high-pressure steam and converts it into mechanical energy on a rotating output shaft. This mechanical energy is used to drive rotating equipment like pumps, compressors, fan, blower, and ultimately to drive a generator for the production of electricity.
Let’s understand a brief of oil flow along with major component and its function in the lubrication system of the turbine with the following steps:
Oil system which is composed of an oil tank (with a heater for a start-up)
Oil pumps to provide the necessary level of oil pressure
Oil coolers to dissipate the heat from the oil during operation
Oil filters to remove erosional debris from the circulating oil
Pressure control valve to regulate an exact and constant supply oil pressure to the bearings
In addition, one pressure relief valves to protect the pumps from overpressure (usually rotary type)
An accumulator for minimizing pressure surge when any operational change occurs, like switching-over between main and stand-by equipment.
A Temperature Control Valve (TCV) is provided to by-pass the coolers when the oil temperature is low, to ensure correct oil viscosity and efficient lubrication. Sometimes it is done by controlling water flow through oil coolers.

Importance of turbine oil:
In this growing modern world where electricity has become the most important part of our life and spending a day without it could slow down our lifestyle, productivity and overall impacting the global economy; then the generation of electricity indeed became fundamental to us. To meet this ever-increasing demand, power plants are delicately performing to improve their output and reliability. In the Power plants, Turbine is the most crucial machine which is the prime movers for other rotating equipment and hence the generation of electricity. Its reliability and availability critically depend on the turbine oil, which makes the lubricant selection very important part in the reliability program. However, the OEM of the turbine carefully specifies the characteristic of the lubricants, laboratory test for oil analysis and standard references for the best performance of the turbine.

Turbine oil has to undergo through an adverse condition like large temperature fluctuation, heavy load, ingress of contamination, moisture, entrained air, heat and many physical & chemical changes. Important roles of oil are cooling of bearings & journals, flushing contaminants away from rotating parts, preventing in leakage of gases, providing hydrostatic lift for shafts, actuating valves in the hydraulic circuit, and protecting lube-system internals.
Modern technologies in lubrication science show clearly a great advancement in the formulation of the turbine oil. Almost 90-95% of turbine oil is a base oil with additives making up the remaining per cent which includes antioxidants, rust inhibitors, metal deactivators, antifoam agents, demulsifier, pour depressants and antiwear additives.
To learn more visit: www.minimacsystems.com
Turbine oil properties, type and brand:
Integral properties of the steam turbine oil are to allow uniform lubricating performance over a wide range of ambient and operating temperatures, to reduce hydrolysis, to reduce the formation of varnish, sludge, emulsion & entrained gas/foam, to prevent rust, minimize acid attack on copper alloy parts, improves lubricity, minimize oxidation, good oil degradation solubility improves filtration, etc. The oil which meets all these mentioned properties is of ISO VG 46.
We at Minimac study your maintenance needs and provide the best solution. We believe in Discern, Design & Deliver.
Lubricant supplier selection and brands:
Selecting a suitable supplier who can meet the performance requirement for the turbine is a vital part of the reliability lubrication program. While finalizing the vendors, many points should be considered like lubricant quality & services, technological advancement, troubleshooting support, emergency preparedness, technical support, laboratory support, price, and delivery capacity.
Turbine oil maintenance (sampling points, testing standards, testing schedule)
Sampling points:
Maximize data density of oil information
Minimize the distortion of information
Designated sampling location of primary points (return line or drain valve, elbow, turbulent area) and secondary points (anywhere on the system to isolate upstream component)
Proper frequency
Proper sampling hardware
Sample when the machine is running at normal operating temperature
Sample after flushing a small quantity of oil (0.5 - 1.0l) through the sampling point
Use only dedicated clean and dry sampling equipment intended for the sampling of used oils.
Samples should be sent to the lab or processed for on-site analysis before 24 hours from the time the sample was extracted.
To avoid leakage, fill the sample bottle to 90% capacity and ensure it is properly sealed before despatch to the laboratory.
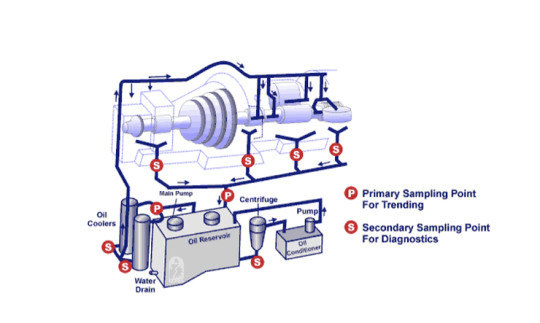
Below images are illustrating both primary sampling points and secondary sampling points of turbine lube oil system:
Primary Sampling Point: Location where regular routine oil samples are taken for monitoring and trending wear metal debris, oil condition, and oil contamination.
Testing Standards:
Power Plant lubrication monitoring is broadly specified under ASTM D4378 and ASTM D6224, and these define almost every test used to qualify lubricants for new and in-service monitoring for power plants. Following are major standards and OEM approval standards
ASTM D4378, "Standard Practice for In-Service Monitoring of Mineral Turbine Oils for Steam, Gas, and Combined Cycle Turbines"
ASTM D6224, "Standard Practice for In-Service Monitoring of Lubricating Oil for Auxiliary Power Plant Equipment", focuses on auxiliary equipment that supports power-generating turbines.
FED-STD-791D (testing method of lubricants, liquid fuels, and related products)
Ahlstom - Gas and Steam - HTGD901117
GE - Gas - GEK 32568f
GE - Steam - GEK 46506D
Solar - ES9-224
MHI - Steam & Gas - MS04-MA- CL001 and CL002
Siemens/ Westinghouse - K-8962-11
Testing schedule with standard reference:
Watch our Low Vacuum Dehydration System video: Click here

Steam turbine breakdown problems:
1. Bearing Failure
Bearing & Journal related issues are one of the main causes of turbine generator outages. While faulty design or manufacturing can be occasionally responsible, the most frequent cause of these problems is improper operating conditions. A turbine trip is likely to occur when any bearing/shaft vibration reaches the trip limit. Major operational causes of accelerated wear and failure of turbine generator bearings are:
Improper lubrication (inadequate flow, dirty oil, improper oil temperature)
Excessive load (ie. the force pressing the shaft against the bearing)
Prolonged operation at high vibration levels which can result in fatigue cracking of the bearing lining.
Insufficient oil flow and pressure causes wiping off of babbitt material
Such operating conditions can result in bearing overheating, scoring, or erosion of bearing surfaces by oil contaminants, or fatigue damage.
2. Blade Failure
Turbine blade failure is a nightmare for any power player. It is another major problem and typical operational issues responsible for it are deposits, erosion, corrosion and vibration, fatigue, and manufacturing defect. The most common causes of blade failures are stress corrosion cracking and fatigue cracking due to excessive blade vibration.
Blade failure can cause large scale damage to the turbine. In the worst case, one or more of the long moving blades in an LP turbine may pierce the casing and become turbine missiles. In a less severe case, the broken blade (interfering with the motion of other blades, can shear off or bend some of them. The resultant very high vibration can destroy turbine generator bearings, seals, oil lines, etc. This type of case happened in 2014 at one of the large power generation stations in India where 600 MW LP turbine last stage blade broken at lacing wire area and subsequently damaged 5 more blades. It caused a unit outage of more than 90 days!
The serious consequences of such breakdowns, determination of the causes of bearing failure, and methods of effective repair are of paramount importance. Sublevel maintenance practices or overextending the life of the oil are also important factors for the breakdown of the turbine *A very common myth with lubrication system is that “keeping filters in line with oil circuits will prevent failures due to contamination”. This is the paradox of the situation where emergency oil supply systems bypass all the filters and obstacles in the circuit to fulfill the demand, but contaminants use it as an opportunity to fail the emergency system itself. (Bases on the facts when DC pumps started and failed due to oil contamination).
Turbine bearing failure is not only limited to bearing replacement cost and time but results in rotor damage as well. In 2017, in India, one 300 MW Chinese supplied machine encountered oil starvation during a blackout and resulted in rotor damage which further cost billions of rupee revenue loss to the company.
Consolidated turbine oil care and maintenance points:
Apart from the oil analysis, below lubrication practices should be followed for best performance of Steam Turbine:
Keep oil clean, cool, and dry
Inspect bulk delivery of new oil before acceptance
Maintain proper alignment
Perform regular oil analysis
Install high-capture-efficiency breathers
Inspect for signs of foaming and/or air entrainment
Install primary and secondary sampling points
Routinely inspect sight glasses for level, foam, and water
Keep tank headspace dry using blowers, condensers, or instrument air
Use off-line fluid conditioning for precision contamination control
Regularly inspect for varnish, especially in gas turbines
Analyze the oil periodically
Keep temperature and operation records
Install filter and strainers to retain solid contaminants
Install a multipurpose oil purification unit to prevent solid and liquid contaminants
Check oil filter cartridges or elements periodically
During inspection and overhauls, the turbine oil must be drained from the main oil tank, oil cooler, and the bearing pedestals
Reuse the oil only after ensuring all the parameters within the prescribed limits
Any small change in vibration must be considered on priority
Keep a close view on condition monitoring results and repeat the test in case of any deviation
Call +91 7030901266 for Mechanical Maintenance & Oil Check.
About the Author: Ms. Preeti Prasad associated as Technical Consultant and Business Development Manager with Minimac system Pvt Ltd. She is a chemical engineer with work experience in Oil Refinery and also providing lubrication consultancy services to many companies/sectors. She holds Level I Machine Lubrication Technician(MLT) certification through the International Council for Machinery Lubrication (ICML).
Reference Taken:
Machinery Lubrication India- Noria Corporation Ltd
Monitoring and Optimizing life of Turbine Oil by Analyst, Inc
Troubleshooting bearing and lube oil system problems by Thomas H.McCloseky
BHEL documents on Stem Turbine Maintenance and Turbine oil care maintenance
Turbine Operational Problem (module 234-14)
PDS of mentioned oil manufacturer
#oil flushing#minimac systems#frf#power#minimac#hydraulic oil#oil & gas#lube oil filter#contamination#hydraulic oil filter#lube oil flushing#transformation oil purification#transformers#electrostatics lube cleaner#coalescer separator#metal#mining#turbine oilanalysis maintenance lubrication reliability contaminationcontrol oil powerplants oilfiltration rotatingequipment mechanical bre
1 note
·
View note
Text
Myths vs Facts
Some lubrication myths can impact your equipment performance, today with this article let’s understand and bust them:
Lubricating industrial equipment is easy.
This a complete myth whereas the actual fact is lubricating is highly detailed and complex. Some of the important decisions that one needs to take are:
Selection of proper oil & Grease for a machine.
Right place, right frequency and right volume of lubricant to be applied.
Proper flushing of lubricant tanks to ensure contamination-free lubricating lines.
Also applying grease is also an art; too much or too little of it can damage or blow seals.
Minimal consequences and benefits are associated with routinely lubricating industrial equipment.
This is also another myth whereas it has been seen that most events of downtime occur due to inadequate lubrication or due to the use of the wrong lubricant. Though lubricants cost about 1-3% of our total maintenance budget improper or wrong lubrication can lead to machine downtime costing millions of dollars.
Lubrication is an unnecessary cost to the organization.
This is completely untrue as correct lubrication practices can actually bring down the cost of maintenance and can give ample opportunity to employ those funds for further development of the company. Also read - http://bit.ly/2Pq76hT
We at Minimac study your maintenance needs and provide the best customized solution.We believe in Discern, Design & Deliver.
Call +91 7030901266 for Mechanical Maintenance & Oil Check.
#oil flushing#minimac systems#power#oil & gas#hydraulic oil#lube oil filter#contamination#minimac#hydraulic oil filter#frf#transformer oil#transformers#filteration#filter replacements#oil dehydration systems#frf machine#frf condition systems#electrostatics lube cleaner#coalescer separator#diesel oil purification#transformer dry out systems#oil condition monitoring#filters#oil filters#oil contamination#water contamination#lvdh full form#mlc lvdh#lvdh
1 note
·
View note
Text
Are you experiencing sub-optimal results even after changing filters?

I hope you have read these 2 articles:
1.http://bit.ly/35J0Vuy
2.http://bit.ly/2QInSKi
Whenever you are experiencing sub-optimal results even after changing filters, below are some possibilities which should be checked for:
1. Collapsed center tube
2. Inconsistent media quality
3. Damaged or burst filter media – fatigue
4. Bypass at filter media seam
5. Bypass due to adhesive failure
6. Damaged gasket or O-ring seal
7. Bypass valve jammed in open/closed position
8. Installation error, installing a filter in the opposite flow direction
9. Bypass valve leakage
10. Misaligned filter and seal
If none of the above factors contribute to the sub-optimal functioning of your filters we suggest you contact the Minimac Consulting team for required filter calculations and further investigations.
Get your filter check today, Call +91 7030901266
We at Minimac Systems Pvt Ltd. provide services of Total Lubrication Management and Lubrication Consulting that helps you optimize your Lubrication needs. Minimac stands for MINImum MAChinery Maintenance.
#minimac systems#oil flushing#oil & gas#power#hydraulic oil#lube oil filter#contamination#minimac#frf#hydraulic oil filter#filter skid#minimac contract & services#transformer oil cleaning#oil filteration#mlc lvdh#lvdh full form#oil dehydration systems#electrostatics lube cleaner#coalescer separator
0 notes
Text
Understanding of the BETA factor
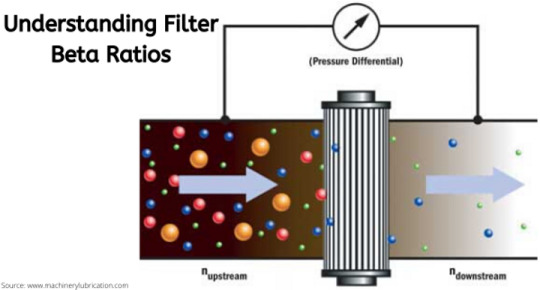
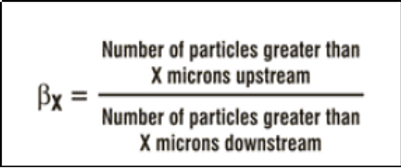
What is the Beta Ratio?
The beta ratio refers to the efficiency in which a given filter element removes the particle of a given size. The Beta Ratio is calculated using the ISO multi-pass test standard 16889:1999.
How is it measured?
Get your filter check today,
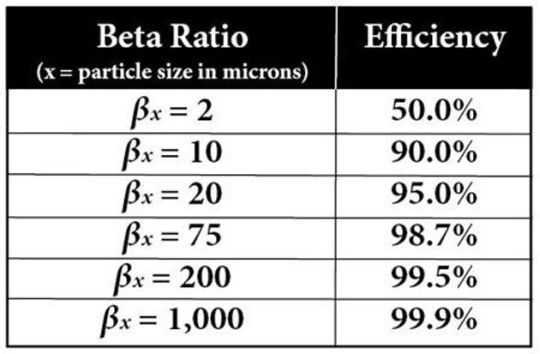
So, to purchase a filter with a beta ratio of 2-10 is considered poor, it is advised to use filters with at least a Beta factor of 75 and 98.7% effectiveness. High quality, efficient filter assemblies can achieve 200 to 2000 Beta Ratio for given particle size and should be ideal to achieve a low level of contamination.
Also read: https://www.linkedin.com/pulse/you-buying-right-oil-filter-anshuman-agrawal-mlt-1-/
We at Minimac Systems Pvt Ltd. provide services of Total Lubrication Management and Lubrication Consulting that helps you optimize your Lubrication needs. Minimac stands for MINImum MAChinery Maintenance.
#oil flushing#minimac systems#oil & gas#power#lube oil filter#hydraulic oil#contamination#hydraulic oil filter#frf#lvdh full form#mlc lvdh#transformer oil cleaning#transformer oil market#minimac#oil dehydration systems#oil filters#filter skid#coalescer separator#diesel oil purification#electrostatics lube cleaner#condition monitioring
0 notes
Last Seen Blogs

japanessestyle
Japanesestyle

whatdiegoate
whatdiegoate, and other stuff.

bigrick676
Untitled

uoe2i
TRA

sailorjupitersmom-blog
lazy edits and sunsets