#copolymer
Text
FEP
FEP is the copolymer of tetrafluoroethylene (TFE) and hexafluoropropylene (HFP). It has excellent thermo-stability, outstanding chemical inertness, lowfriction coefficient, distinctive air aging resistance, vapor penetrating resistance, non-inflammability and superior electrical insulation.
FEP extrusion grade is mainly used in extruding insulation layers and jackets for conducting wire and cable. It’s also widely used in the production of pipe, tube, film and etc.
Please contact me for a quote if required.
Henan Sixfluorine Chemical Co.,Ltd
WhatsApp/Telegram:+(86)15038852660
Mail:[email protected]

1 note
·
View note
Text
PMMA (polymethyl methacrylate) is a versatile polymeric material that is well-suited for many imaging and non-imaging microelectronic applications. PMMA resists are simply PMMA polymer dissolved in a solvent like anisole (safe solvent). Exposure causes scission of the polymer chains. PMMA is most commonly used as a high resolution positive resist for direct write e-beam offering extremely high-resolution, ease of handling and excellent film characteristics. PMMA is also used as a protective coating for wafer thinning, as a bonding adhesive and as a sacrificial layer.
#PMMA#Copolymer#PMMA Positive Resists#Copolymer Positive Resists#polymethyl methacrylate#PMMA polymer#AGAS
0 notes
Text
Why people choose Acetal Copolymer Rod
Are you looking for a synthetic polymer that is known for its excellent dimensional stability, chemical resistance, and strength? Look no further! Acetal copolymer just might be the perfect material for your project needs. This Ultimate Guide to Acetal Copolymer Properties and Applications will break down what makes this thermoplastic so great, and help you make the right decision for your next project. We'll look at the differences between copolymer and homopolymer acetal, as well as discuss various types of grades, processing conditions and more. So if you're looking to learn more about why acetal copolymer might be the right choice for your next project, buckle up and let's dive into the ultimate guide to properties and applications of this wildly popular thermoplastic.
Acetal Copolymer, also known as copolymer of formaldehyde, is a semi-crystalline thermoplastic material formed from the polymerization of two monomers, namely formaldehyde and a vinyl ether. This material exhibits numerous advantageous properties – including excellent mechanical strength, dimensional stability and chemical resistance – making it an attractive material for a variety of applications.
When compared to other plastics on the market, Acetal Copolymer is especially attractive for its high crystallinity and low coefficient of friction. Its low thermal expansion and good fatigue resistance make it particularly suitable for use in precision parts that are subjected to severe stress and rapid wear during operation. Additionally, it has good electrical dielectric properties, chemical stability, low water absorption rate and superior machinability.
However, Acetal Copolymer has some drawbacks too. It is relatively expensive compared to other engineering plastics and forms dangerous hydrogen gas when heated or burned leading to potential safety issues. Despite these drawbacks it still remains a popular choice because of its desirable properties.
Acetal Copolymer is a tough yet flexible amorphous thermoplastic that exhibits greater modulus of elasticity, fatigue strength and wear resistance compared to many other thermoplastics. It also has excellent chemical resistance, high tensile strength and good thermal stability up to 180° F (82ºC).
Overall, acetal copolymer combines an excellent fusion of physical properties that make it useful across multiple industries. With this knowledge in mind, we look next at the numerous applications of acetal copolymer and how it’s applied in real life situations. Next we will discuss the applications of acetal copolymer and how they are utilized in today's world.
0 notes
Text
Fishing Lines


4 types of Fishing Line
Infogram (2023)
0 notes
Text
Manufacturing and Evaluation of High-Quality Composites using Out-of-Autoclave Prepregs
Abstract
Carbon fiber-reinforced thermoset polymers have become popular in a wide variety of applications such as primary aerospace structures, sporting goods and wind energy systems. Autoclave processing has been the preferred method for fabricating high performance composites. However, the need for low-cost, high-performance composites prompted researchers and industries to develop new techniques such as vacuum aided resin transfer molding (VARTM) and vacuum-bag-only cure out-of-autoclave (OOA). Manufacturing parts with less than 1% void content, on the other hand, remains a difficulty. In the present study, the OOA technique was used to create high-quality (less than 0.25 percent void content) carbon/epoxy composites. The phases in the processing that result in good quality are described. Physical, mechanical, and fatigue properties of the manufactured composites were evaluated.
Keywords: Fiber-reinforced; Polymers; Carbon; Composites; Vacuum
Introduction
In spite of numerous application possibilities, the usage of composites has been limited because of high costs. While the material costs sum to 8-10% of the total costs, manufacturing and processing costs contribute to the majority of the overall costs of the composites [1]. Cost savings of up to 75% have been achieved by using low-cost composite manufacturing techniques and by making integral parts [2]. A reduction in man-hours by 70-85% was also reported when implementing automated composite tape layers [3]. Hence, several studies have been devoted over the past few decades in developing non-autoclave manufacturing techniques that can significantly reduce the manufacturing costs of composites [4-10]. Bond et al. [11] presented a comparative summary of the physical, mechanical, and thermal performance of composites manufactured using different non-autoclave processes developed in the past few decades. In addition to huge capital and tool cost-savings, non-autoclave composite manufacturing processes offer several advantages such as scalability to large parts, and flexibility to manufacture hybrid, complex-shaped parts [5]. The out-of-autoclave (OOA) process is a vacuum-bag-only cure process that uses engineered prepregs that can be cured in regular ovens instead of an autoclave. Centea et al. [12] conducted a literature review on the processing of vacuum- bag-only prepreg and their effect on composite quality. They also presented the development and defining properties of vacuum bag only prepreg. The cost and environmental performance are also discussed in their study. The OOA process not only results in less energy consumption but the lower capital and tooling costs, fewer coefficient of thermal expansion issues, and the scalability to larger and integral parts made it a competitive alternative to the autoclave process. Developing low-cost advanced composites will allow to fully utilize the advantages of composites and to advance the usage of composites in several applications. And the improved performance of the composites is directly related to the fiber, resin, and especially void content. While void content less than 2% is typically desirable in aerospace composites, OOA has to produce composites with less than 1% to truly deliver advanced composite products that are comparable to autoclave composites.
Park et al. [13] utilized vacuum-bag-only to manufacture carbon/epoxy composites and investigated curing techniques for producing high-performance composites with low void content. They stated that improving the resin flow may allow for producing parts with minimal void content (1.3%). The composite laminates generated by their recommended technique showed a slight decrease in compressive strength compared to autoclave curing.
The compressive strength decreased by 6.5% for [0/90]₄ stacking sequence and 7.6% for [0/452/90]s stacking sequence. The inplane shear strength increased by 3% compared to laminates obtained by autoclave curing. In the present study, high-quality composites with a void content of less than 0.25% have been consistently manufactured employing the OOA manufacturing process. The manufacturing process utilized in accomplishing the high-quality composites is presented. Physical, mechanical, and fatigue tests have been conducted to evaluate the performance of the manufactured composites. Low-velocity impact tests were performed on the manufactured composite panels. Residual compressive strength of the impacted panels was evaluated. The effect of impact on the fatigue life of the composites was studied.
Materials
MTM45-1/CF2412 carbon prepregs obtained from Cytec Engineered Materials Inc., NJ, USA have been used for the present study. These prepregs contain 6K 5HS AS4C carbon fabric impregnated with MTM 45-1, a variable cure temperature, highperformance toughened epoxy resin.
Manufacturing
Flat composite panels have been manufactured using the OOA manufacturing process. The schematic of the bagging procedure employed for the OOA process is shown in Figure 1. The manufacturing procedure includes laying up the prepregs that were cut to the required dimensions and orientations onto an aluminum mold free from surface defects and already coated with Frekote release agent. Hand pressure and rollers were used to press the prepregs over the mold starting from one side of the prepreg and moving progressively towards the rest of the surface. This process is repeated for all the prepregs to remove entrapped air bubbles as well as folds or wrinkles. Thin glass strings, FEP release film, breather, and vacuum outlets were placed and sealed with a vacuum bag. A vacuum line was connected to the vacuum pump and checked for any leaks. A two-stage vacuum pump with a capacity of 5 L s-1and an ultimate vacuum of 0.013 Pa has been used to manufacture these panels. The set-up was maintained under vacuum for 12 hours. The lay-up is heated to 180oF and held for 4.5 hours. The temperature is then increased to 250oF and held for 4.5 hrs. The part is then cooled down to room temperature, demolded, and post-cured at 350oF for 2 hrs.
Characterization
Fiber volume fraction testing using sulphuric acid digestion method
Fiber volume fraction tests were conducted on the manufactured OOA composite panels using sulphuric acid digestion method. Four specimens each weighing from 0.50 to 2 gm. were cut from the panel. The edges of the specimens were polished thoroughly to facilitate accurate density measurements. The samples were dried in an oven for 1 hour at 120°C to remove any surface moisture, weighed, and tested for density. Table 1 shows the density, fiber volume fraction, and void content of the composite samples. The samples had an average fiber volume fraction of 53.99 %, and void content of 0.21 %. According to published studies, the amount of voids in a material has a direct impact on its mechanical properties [13-15]. For interlaminar shear strength, flexural strength, and flexural modulus, Ghiorse et al. reported reductions of 9.7%, 10.3%, and 5.3 percent per percent void, respectively [14]. Sergio et al. discovered that increasing void content had a significant negative impact on the fatigue life of composite constructions [15]. As a result, lowering the void percentage from 1% to around 0.25 percent should improve mechanical qualities.
Tensile Tests
Static tensile tests were performed on the OOA composites to evaluate the ultimate tensile strength required for fatigue testing. Samples of 2.286 mm (0.09 in.) thickness (6 layers) with 25.4 mm (1 in.) and 12.7 mm (0.5 in.) width either slipped or failed in the grips. Hence the thickness of the samples was decreased to 0.064 in (4 layers). While samples with 25.4 mm (1 in.) width failed in the grips without slipping, 12.7 mm (0.5 in.) wide samples failed in the middle. The test results obtained for 12.7 mm (0.5 in.) width and 1.626 mm (0.064 in.) thickness were reported below. Composites coupons were cut from the panels were manufactured using 4 layers of MTM45-1/CF2412 OOA prepregs. Tests were conducted on the coupons using Instron 4204 testing machine in accordance with ASTM D 3039. Samples were tested at a crosshead speed of 12.7 mm/min. (0.05 in./min). The ultimate tensile strength, modulus, and failure strain are tabulated in Table 2. The samples had an average tensile modulus, strength, and strain to failure of 824.79 MPa, 65.20 GPa, and 1.27% respectively. Hence the post-impact fatigue tension tests were performed at three stress levels – 50% Sult = 413.68 MPa, 65% Sult = 53.78 MPa and 75% Sult = 62.05 MPa (Sult -ultimate strength). When the samples fail at these levels during the fatigue tests, the stress level values were further dropped down.
Flexure Tests
Static flexure tests were performed on the OOA composites to evaluate the bending properties. Samples of 0.09 in thickness (6 layers) with 12.7 mm (0.5 in.) width manufactured from 6 layers of MTM45-1/CF2412 prepregs were used as test specimens. Tests were conducted on an Instron testing machine according to ASTM D790-03. A span to depth ratio of 40:1 was used to avoid failure by shear. Six specimens were tested at a crosshead speed of 6.096 mm/ min. (0.24 in./min.) The ultimate flexural strength, modulus, and strain to failure values are tabulated in Table 3.
Low-Velocity Impact Tests
Low-velocity impact tests have been performed on the composite panels manufactured using Out-of-Autoclave (OOA) process. A Dynatup Instron Model 9250 Impact Testing Machine with impulse control and a data system was used to carry out the low-velocity impact tests. Three different energy levels of 10J, 20J, and 25J were considered. The hemi-spherical impactor had a mass of 6.88 Kg and a diameter of 12.7 mm (0.5 in). The energytime history, load vs. displacement, and velocity-time history plots are shown in Figures 2 & 4 respectively. The impactor penetrated the samples at 30J of energy.
Compression-After-Impact (CAI) Tests
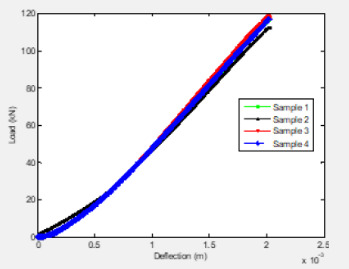
CAI tests have been conducted on MTM45-1/CF2412 composites manufactured using the OOA process. The tests were performed according to ASTM D7137. Four specimens of size 152.4 mm (6 in.) x 152.4 mm (6 in.) were first subjected to low-velocity impact tests and then machined to 152.4 mm (6 in.) x 101.6 mm (4 in.) for the CAI tests. Laminate construction consists of 12 fabric plies with a stacking sequence of [(+45/-45)/(0/90)]3S. Impact energy per unit thickness of 6672 J/m, an industry standard for evaluating thick, quasi-isotropic laminates was selected. Just clearly visible impact damage (VID) has been observed at 32J. The CAI test fixture is edge-loaded between the flat platens. Loads were applied at a cross-head speed of 1.27 mm/min. (0.05 in./ min). Compression load vs. deflection curves are shown in Figure 5. The ultimate compression-after-impact strength values of the specimens are tabulated in Table 4. The front view of the tested samples is shown in Figure 6.
Tension Fatigue Tests
Fatigue tests have been conducted on unimpacted OOA composites in an MTS 810 closed-loop servo-hydraulic testing system. Tests were performed on 12.7 mm (0.5 in.) wide x 254 mm (10 in.) long x 1.6256 mm (0.064 in.) thick MTM45-1/CF2412 samples. Fatigue behavior of the coupons at sinusoidal tension – tension loadings of 80%, 85%, 86%, 88%, and 90% of the ultimate strength (827.37 MPa) or ultimate tensile load of 15.57 kN (3500 lb) have been observed. A frequency of 2Hz and a load ratio of R = 0.1 (R = σmin/ σmax) have been used. Failure of samples in the grips was not observed with an increase in grip pressure to 5.75 MPa. The fatigue life of the coupons at different loadings is presented in Table 5. Figure 7 shows the S-N curve of an unimpacted sample under tension–tension (T-T) loading. Since the gap between the fatigue life at 88% and 90% stress levels is huge, more fatigue tests will be conducted at 89% of the ultimate load and other stress levels as needed. Figure 8 shows the failed specimens. Both fiber fracture and delaminations throughout the length of the specimen were observed. Post-impact compression fatigue tests are in progress.
Post-Impact Compression Fatigue Tests
CAI fatigue tests have being conducted on MTM45-1/CF2412 composites manufactured using the OOA process. The laminate construction consists of 8 fabric plies with a stacking sequence of [(+45/-45)/(0/90)]2S. Samples had a thickness of 3.35 mm (0.132 in). The 152.4 mm (6 in.) x 101.6 mm (4 in.) panels were subjected to the 15J of impact energy according to ASTM D7136. The CAI test fixture is edge-loaded between the flat platens as shown in Figure 9. Fatigue behavior of the coupons in sinusoidal compression–compression loadings of 60%, 65%, 70%, 75%, 80%, and 90% of the ultimate strength (224 MPa) or ultimate compressive load of 76.02 kN (17,090 lb) has been used. Initially, panels of 12 fabric plies have been constructed. The ultimate compressive failure load of the specimens was 115.65 kN (26,000 lb). Due to the load cell limits of the available test machines, panels with lower thickness have been chosen. A frequency of 2Hz and a load ratio of R = 10 (R = σmin/ σmax) have been used. The fatigue life of the composites at different load percentiles is given in Table 6. The fatigue curves are shown in Figures 10 & 11. The samples did not fail at 60% of loading even after 700,000 cycles and the tests were stopped.
Conclusion
A low-cost OOA vacuum-bag-only cure prepreg technology was successfully used to produce high-quality carbon fiber composites with void content less than 0.25 percent. The processing stages that lead to high-quality parts are shown. The fabricated panels were put through tensile, flexure, impact, compression-after-impact, and tensile fatigue tests. The effects of post-impact compression fatigue were studied. The results reveal that the OOA method is capable of producing parts with quality and performance comparable to those produced by the autoclave process at a fraction of the cost.
For more Open Access Journals in Juniper Publishers please click on: https://juniperpublishers.com/
For more articles in Academic Journal of Polymer Science please click on: https://juniperpublishers.com/ajop/index.php
#polymer#rubber#juniper publishers in USA#copolymer#juniper publisher journals#juniper open access journals
0 notes
Text

Warm notice:
Today: Jan 7th
Chinese new year day: Jan 21st
Days before Chinese new year: 13 days
Days before shipment close: 7 days
#Lencolo#resin#resins#UVresin#monomer#monomers#adhesive#adhesives#adhesivesolutions#puresin#peresin#photoinitiator#additive#additives#additivemanufacturing#polymers#oligomer#prepolymer#copolymer
0 notes
Text

Bright and tough: A material that heals itself and glows
A research team at the RIKEN Center for Sustainable Resource Science (CSRS) has succeeded in developing a self-healing material that is also capable of emitting a high amount of fluorescence when absorbing light. The research, published in the Journal of the American Chemical Society, could lead the way to the creation of new materials such as organic solar cells that are more durable than current types.
In 2019, Zhaomin Hou and his team at RIKEN CSRS successfully copolymerized ethylene and anisylpropylene using a rare-earth metal catalyst. The resulting binary copolymer displayed remarkable self-healing properties against damage. The copolymer's soft components, alternating units of ethylene and anisylpropylene, coupled with hard crystalline units of ethylene-ethylene chains, acted as physical cross-linking points, forming a nano-phase-separated structure that proved crucial for self-healing.
Building upon this success, they incorporated a luminescent unit, styrylpyrene, into a monomer and then formed polymers that also included anisylpropylene and ethylene. This process led to the synthesis, in a single step, of a self-healing material with fluorescence characteristics.
Read more.
#Materials Science#Science#Self healing#Fluorescence#Light#Polymers#Copolymers#Luminescence#Elastomers
37 notes
·
View notes
Text
Global Top 5 Companies Accounted for 85% of total PVPVA Copolymer market (QYResearch, 2021)
PVP/VA copolymers are available as white powders or clear solutions in ethanol, isopropanol and water. Polymers in the four ranges of vinylpyrrolidone content (30, 50, 60 and 70 percent), are produced in ethanol or isopropanol. The PVP/VA copolymers with 60 and 70 percent vinylpyrrolidone content are available as solids or as 50 percent aqueous solutions. PVP/VA polymers produce transparent, flexible, oxygen permeable films which adhere to glass, plastics and metals.
According to the new market research report “Global PVPVA Copolymer Market Report 2023-2029”, published by QYResearch, the global PVPVA Copolymer market size is projected to reach USD 0.14 billion by 2029, at a CAGR of 6.0% during the forecast period.
Figure. Global PVPVA Copolymer Market Size (US$ Million), 2018-2029

Figure. Global PVPVA Copolymer Top 11 Players Ranking and Market Share(Based on data of 2021, Continually updated)

The global key manufacturers of PVPVA Copolymer include Ashland, BASF, Boai Nky Pharmaceuticals, Star-Tech & JRS Specialty Products, JH Nanhang Life Sciences, Jiaozuo Zhongwei Special Products Pharmaceutical, Huangshan Bonsun Pharmaceuticals, Huzhou Sunflower Pharmaceutical, Hangzhou Motto Science & Technology, Jiaozuo Meida, etc. In 2020, the global top five players had a share approximately 85.0% in terms of revenue.
About QYResearch
QYResearch founded in California, USA in 2007.It is a leading global market research and consulting company. With over 16 years’ experience and professional research team in various cities over the world QY Research focuses on management consulting, database and seminar services, IPO consulting, industry chain research and customized research to help our clients in providing non-linear revenue model and make them successful. We are globally recognized for our expansive portfolio of services, good corporate citizenship, and our strong commitment to sustainability. Up to now, we have cooperated with more than 60,000 clients across five continents. Let’s work closely with you and build a bold and better future.
QYResearch is a world-renowned large-scale consulting company. The industry covers various high-tech industry chain market segments, spanning the semiconductor industry chain (semiconductor equipment and parts, semiconductor materials, ICs, Foundry, packaging and testing, discrete devices, sensors, optoelectronic devices), photovoltaic industry chain (equipment, cells, modules, auxiliary material brackets, inverters, power station terminals), new energy automobile industry chain (batteries and materials, auto parts, batteries, motors, electronic control, automotive semiconductors, etc.), communication industry chain (communication system equipment, terminal equipment, electronic components, RF front-end, optical modules, 4G/5G/6G, broadband, IoT, digital economy, AI), advanced materials industry Chain (metal materials, polymer materials, ceramic materials, nano materials, etc.), machinery manufacturing industry chain (CNC machine tools, construction machinery, electrical machinery, 3C automation, industrial robots, lasers, industrial control, drones), food, beverages and pharmaceuticals, medical equipment, agriculture, etc.
For more information, please contact the following e-mail address:
Email: [email protected]
Website: https://www.qyresearch.com
0 notes
Text
Styrene Copolymer Prices, Price Trend, Pricing, News, Analysis & Forecast

Styrene Copolymer Prices, pivotal in various industries, have seen notable shifts in pricing dynamics, sparking industry-wide attention. Understanding these fluctuations is crucial for stakeholders navigating the market landscape. The pricing of styrene copolymers, influenced by multifaceted factors, reflects the intricate interplay between supply and demand dynamics, raw material costs, and global economic trends. In recent times, the market has witnessed fluctuations driven by factors such as supply chain disruptions, geopolitical tensions, and evolving consumer preferences.
One significant determinant of styrene copolymer prices is the availability and cost of raw materials. Styrene, a key component in these copolymers, is susceptible to price variations influenced by factors like crude oil prices, supply-demand imbalances, and regulatory changes. Fluctuations in styrene prices often ripple through the entire copolymer market, impacting pricing strategies and profitability across the value chain. Additionally, copolymer producers closely monitor the prices of other essential inputs like butadiene and acrylonitrile, as they can significantly impact production costs and, consequently, pricing strategies.
Supply chain disruptions have emerged as a critical factor shaping styrene copolymer prices in recent years. Events such as natural disasters, trade disputes, and the ongoing COVID-19 pandemic have exposed vulnerabilities in global supply chains, leading to supply shortages or logistical challenges. These disruptions not only constrain supply but also increase operational costs, prompting manufacturers to adjust prices to maintain margins. Consequently, buyers often face price hikes as suppliers pass on these increased costs, intensifying competition and negotiations in the market.
Get Real Time Prices of Styrene Copolymer: https://www.chemanalyst.com/Pricing-data/styrene-copolymer-1386
Geopolitical tensions and trade policies also exert a considerable influence on styrene copolymer prices. Tariffs, trade agreements, and sanctions can disrupt the flow of raw materials and finished products, leading to price volatility and uncertainty. Moreover, geopolitical events can impact currency exchange rates, affecting the competitiveness of exporters and importers in the global market. As a result, stakeholders closely monitor geopolitical developments, integrating geopolitical risk assessments into their pricing strategies to mitigate potential disruptions.
Evolving consumer preferences and regulatory frameworks contribute to the complexity of styrene copolymer pricing. Increasing emphasis on sustainability and environmental responsibility has spurred demand for eco-friendly alternatives and regulatory measures to curb the use of certain chemicals. Consequently, manufacturers may incur additional costs to comply with regulatory standards or invest in research and development to innovate sustainable solutions. These factors influence pricing decisions as companies balance profitability with societal and regulatory pressures, driving market trends towards greener and more sustainable practices.
The global economic landscape also plays a pivotal role in shaping styrene copolymer prices. Economic indicators such as GDP growth, inflation rates, and consumer spending patterns impact overall demand for goods and services, thereby influencing the demand for styrene copolymers across various end-use industries. Economic downturns may lead to reduced demand and pricing pressures, prompting manufacturers to adopt strategic pricing initiatives to stimulate demand or optimize production efficiency. Conversely, periods of economic expansion can drive robust demand for styrene copolymers, providing opportunities for market expansion and revenue growth.
In conclusion, styrene copolymer prices reflect a complex interplay of factors ranging from raw material costs and supply chain dynamics to geopolitical tensions and regulatory pressures. Understanding these dynamics is essential for stakeholders to navigate the market landscape effectively. As the industry continues to evolve, staying abreast of emerging trends and adopting agile pricing strategies will be crucial for companies to maintain competitiveness and capitalize on growth opportunities in the global styrene copolymer market.
Get Real Time Prices of Styrene Copolymer: https://www.chemanalyst.com/Pricing-data/styrene-copolymer-1386
Contact Us:
ChemAnalyst
GmbH - S-01, 2.floor, Subbelrather Straße,
15a Cologne, 50823, Germany
Call: +49-221-6505-8833
Email: [email protected]
Website: https://www.chemanalyst.com
0 notes
Text
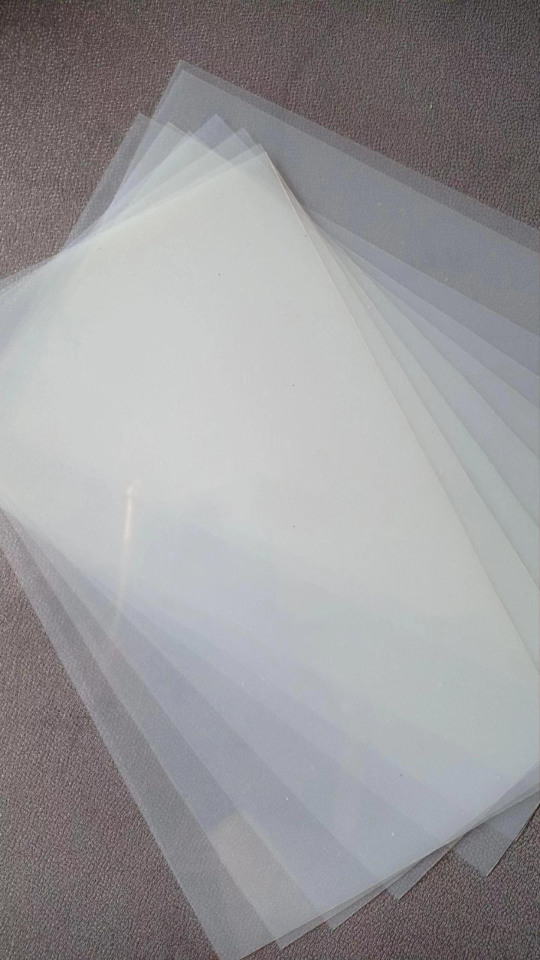
Ethylene-tetrafluoroethylene copolymer
ETFE film is a hot melt extrusion cast film made of ETFE resin (ethylene-tetrafluoroethylene copolymer). ETFE films provide all the excellent properties of fluorine element films, such as being heat weldable, thermoformable, and easy to compound with other materials. ETFE films are ideal release materials for construction, solar and composite materials. Please contact me for a quote if required.
Henan Six Fluorochemical Co., Ltd
WhatsApp/Telegram:+(86)15038852660

0 notes
Text
Oasis Collection – Rose Dune Eyeshadow Palette - Farmasi USA
https://farmasius.com/ua000007/product/detail/oasis-collection-rose-dune-eyeshadow-palette?pid=1001546
Oasis Collection – Rose Dune Eyeshadow Palette
Inspired by nature, brought to life by FARMASI.
Dusty rose and mystical mauves in bedazzling shimmers and silky mattesAn eyeshadow palette that reinvents pink and mauve tones with 9 highly pigmented shades.
A versatile eyeshadow palette for easy…

View On WordPress
#Acrylates Copolymer#Aluminum#Aluminum Hydroxide# Octyldodecanol#Boron nitride#Diisostearyl Malate#Dimethicone#Dimethicone Crosspolymer#Ethylhexylglycerin.#Ethylhexy| Palmitate#Fragrance#Hydrogenated Polyisobutene#Hydrogenated Vegetable Oil#Hydroxystearic acid#Iriethoxycaprylylsilane#lsononyl Isononanoate#Magnesium Stearate#Mica#Microcrystalline Wax#Mineral Oil#Octyldodecyl Stearoyl Stearate#Phenoxyethanol#Polyethylene#Polyethylene Terephthalate#Polyisobutene#Silica#Synthetic estan eer fae Aluminum Borosilicate#Synthetic Wax#Talc#Tridecyl Trimellitate
0 notes
Text
#Styrenic Block Copolymer Market to Build Excessive Revenue at Healthy CAGR Growth Rate Up to 2028 |#Versalis#Eastman#LG Chem#Asahi Kasei#intellectualmarketinsights
0 notes
Link
Growing demand in road pavement and waterproofing sheets is projected to drive the market growth of styrene butadiene styrene (SBS) block copolymer in the...
#adroit market research#sbs block copolymer#sbs block copolymer 2019#sbs block copolymer trend#sbs block copolymer share
0 notes
Text
https://www.htfmarketintelligence.com/report/global-acrylates-copolymer-market
1 note
·
View note
Last Seen Blogs

ngohaw
Sans titre

srisetyo
Blur

gh0st-nymph
dollhouse of divine decay

funkocommander
FUNKO COMMANDER

jth318
Untitled