
mechanicalpartspersian
قطعات مکانیکی و خدمات ساخت
30 posts
Don't wanna be here? Send us removal request.
Last Seen Blogs

oh-sunny-sun
Not losing to the rain, not losing to the wind.

guerralimpia-blog
Sueños en Guerra

vyndictiv
Floob

xenorockstar
(still not a groupie)

minibucky
Just ocs
Text
رسوب شیمیایی بخار (CVD) ~ ME مکانیکی

ساخت رسوب شیمیایی بخار (CVD) آخرین بروزرسانی: 5 فوریه 2020 رسوب بخار شیمیایی (CVD) یک فرایند گرما شیمیایی است. در یک برنامه معمولی ، مانند ابزارهای برش روکش با نیترید تیتانیوم (TiN) ، ابزارها روی یک سینی گرافیتی قرار داده شده و در فشار اتمسفر در یک جو بی اثر از 950 تا 1050 درجه سانتیگراد گرم می شوند. تتراکلرید تیتانیوم (بخار) ، هیدروژن و نیتروژن سپس وارد محفظه می شوند. واکنشهای شیمیایی نیترید تیتانیوم را روی سطوح ابزار تشکیل می دهند. برای روکش کاربید تیتانیوم ، متان جایگزین گازهای دیگر می شود. روکش های دپو شده معمولاً ضخیم تر از نمونه هایی هستند که با رسوب بخار فیزیکی بدست می آیند. یک چرخه معمولی برای CVD طولانی است ، که شامل آن است سه ساعت گرم کردن ، چهار ساعت پوشش ، و شش تا هشت ساعت خنک کننده تا دمای اتاق. ضخامت پوشش بستگی به میزان جریان گازهای مورد استفاده ، زمان و دما دارد. انواع پوشش ها و مواد قطعه کار مجاز در CVD نسبتاً نامحدود است. تقریباً هر ماده ای را می توان پوشش داد و هر محتوا می تواند به عنوان یک بستر باشد ، اگرچه استحکام باند ممکن است متفاوت باشد. فرآیند CVD همچنین بر خلاف فیلمهای الماس پلی کریستالی که از مواد چسباننده 1 تا 10٪ استفاده می کنند ، برای تولید روکش های الماس و بدون اتصال نیز استفاده می شود. پیشرفت جدید در CVD ، CVD با دمای متوسط (MTCVD) است. این تکنیک منجر به مقاومت بیشتر در برابر انتشار ترک نسبت به CVD می شود.
0 notes
Text
مته برق Hand ME مکانیکی
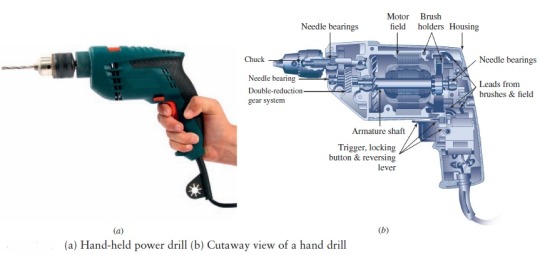
ساخت دریل برق دست آخرین بروزرسانی: 5 فوریه 2020 قوی ابزاری است که در درجه اول برای ساخت سوراخ های دور یا اتصال دهنده های اتصال استفاده می شود. بسته به نوع برنامه ، بسته به نوع برنامه ، با استفاده از یک چاک مجهز است. برخی از دریل های دستی نیز عملکرد چکش را شامل می شوند. دریل از نظر سرعت ، قدرت و اندازه بسیار متفاوت است. این دستگاه ها دارای دستگاه های برقی با سیم دارای مشخصات سیم هستند و انواع مختلفی از این دست باعث کاهش چشمگیر محبوبیت می شوند و باتری های بی سیم آنها را افزایش می دهد. مته ها معمولاً در پروژه های نجاری ، فلزکاری ، ساخت ابزارآلات ماشین آلات ، ساخت و سازها و پروژه های کاربردی کاربرد دارند. نسخه های مته مخصوص طراحی شده برای دارو ، فضا و برنامه های مینیاتوری ساخته شده اند.
0 notes
Text
ابزار عطف-ME مکانیکی

آموزنده ابزار چرخش دور پرتاب آخرین بروزرسانی: 5 فوریه 2020 هرگاه ابزار در حال انجام عملكرد ماشینکاری رضایت بخش نیست ، فرض بر این است كه این ابزار خراب شده است. به طور معمول وقتی ابزار نتواند ابزار را مجدداً تیز کند ، ابزار مجدداً تیز می شود ، اما در صورت وجود نوع پرتاب ابزار ، ابزار دور می شود و نوک ابزار جدید گرفته می شود. اگرچه تهیه ابزارهای تیز یا مجدداً تیز از اتاقهای ابزار موجود است ، اما عملیات تغییر ابزار زمانبر و ناکارآمد است. نیاز به روشی مؤثرتر باعث شده است که درج هایی که ابزارهای برش فردی با چندین برش هستند ، ایجاد شود. درج ها معمولاً با سازوکارهای مختلف قفل روی شاخه ابزار بسته می شوند. درج ها همچنین ممکن است به بدنه ابزار نازک شوند اما به دلیل تفاوت در انبساط حرارتی بین درج و بدنه ابزار ، با این وجود برای جلوگیری از پیچ و خم شدن یا ترک خوردگی باید دقت لازم را انجام دهید. بستن روش ترجیحی برای ایمن سازی درج است زیرا هر درج تعدادی نقاط برش دارد و بعد از اینکه یک لبه پوشیده شد ، ایندکس می شود تا نوک برش دیگری را در دسترس قرار دهد. قدرت برش لبه درج بستگی به شکل آن دارد. کوچکترین زاویه شامل ، مقاومت لبه پایین تر است. بسیاری از درج ها برای تقویت لبه ، شعاعی در حدود 0.025 میلی متر دارند. به طور کلی ، ابزارهای برش ساخته شده با استفاده از متالورژی پودر به عنوان فرایند تولید ، سختی ابزار بسیار زیاد است و با عملیات سنگ زنی قابل تغییر نیستند. اما این ابزارهای برش بسیار سخت ساخته شده توسط فرآیند متالورژی پودر می توانند با استفاده از فرآیند p (ECG) دوباره تیز شوند و هزینه ECG بالاتر از خود ابزار برش جدید است. از این رو به دلیل کاهش زمان تغییر ابزار ، ترجیحاً افزایش نرخ تولید ندارد.
0 notes
Text
مفاهیم اساسی و اصطلاحات در ارتعاش

آموزنده مفاهیم اساسی و اصطلاحات در ارتعاش آخرین بروزرسانی: 6 فوریه 2020 لرزش یک پدیده مکانیکی است ، این حرکت ابتدا از یک جهت و سپس دوباره در جهت معکوس است. به عنوان مثال: حرکت آونگ نوسان ، عمل یک چنگال تنظیم. هر لرزش ساده توسط سه عامل توصیف می شود: دامنه آن ، فراوانی و میزان نوسان آن. برخی از اصطلاحات کلی که هنگام مطالعه در مورد لرزش با آنها مواجه می شوید عبارتند از: حرکت نوسان ، حرکت ساده هارمونیک ، حرکت دوره ای. اکنون اصطلاحات فوق را بطور خلاصه خواهیم دید. حرکت نوسان به عنوان حرکتی توصیف می شود که در فواصل زمانی منظم خود را تکرار می کند. به عنوان مثال ، موج سینوسی یا موج مغزی یا آونگ. مدت زمان لازم برای ایجاد نوسان اغلب به عنوان دوره نوسان نامیده می شود. حرکت ساده هارمونیک: حرکت ساده هارمونیک یک حرکت تناوبی است که در آن نیروی بازگردانی به طور مستقیم با جابجایی متناسب است. F = -k * x حرکت ساده هارمونیک یک آونگ نمونه ای از حرکت است که اغلب توسط فیزیکدانان به عنوان وسیله ای برای توضیح سیستم هایی که بخشی از انرژی بالقوه هستند استفاده می شود. به عنوان مثال، مانند نوسان چشمه حرکت دوره ای: در ریاضیات ، یک عملکرد دوره ای تابعی است که مقادیر آن را در فواصل منظم یا دوره ها تکرار می کند. برجسته ترین نمونه ها توابع مثلثاتی هستند که در فواصل رادیان 2π تکرار می شوند. تابع f (x) با دوره P گفته می شود f (x + P) = f (x) برای همه مقادیر x.
0 notes
Text
یادداشت های مربوط به مقاومت ~ ME مکانیکی
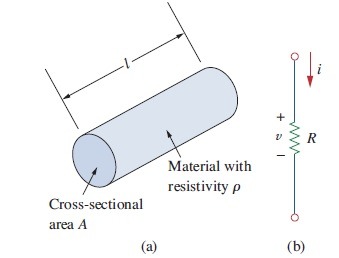
مقاومت به عنوان مخالفتی است که توسط یک ماده برای جریان الکتریکی ارائه می شود. جایی که ρ به مقاومت مواد در اهم متر معروف است. ممکن است در اینجا ذکر شود که مقاومت عبارت است از اصطکاک برقی که توسط ماده ایجاد می شود و با تولید جریان الکتریکی باعث تولید گرما می شود. الکترونهای متحرک با اتمها یا مولکولهای ماده برخورد می کنند ، هر برخورد منجر به آزادسازی مقدار کمی از گرما می شود. واحد مقاومت. واحد عملی مقاومت اهم است و با نماد Ω نشان داده شده است. به شرح زیر تعریف شده است گفته می شود یک سیم اگر یک p.d. دارای مقاومت 1 اهم باشد. 1 ولت در انتهای آن باعث می شود 1 آمپر از درون آن جریان یابد (شکل را ببینید). روش دیگر برای تعریف اهم. گفته می شود سیم اگر 1 ژول را آزاد کند (یا 0.24 کالری گرما ایجاد کند) مقاومت می کند 1 جریان دارد اگر جریان 1 A از طریق آن جریان یابد 1 ثانیه. اندکی تأمل نشان می دهد که تعریف دوم منجر به تعریف اول می شود. بنابراین 1 جریان جاری برای 1 ثانیه به این ��عنی است که کل بار جریان Q = i × t = 1 1 = 1 عدد کولوب است. اکنون شارژ بین A و B جریان دارد (شکل را ببینید) 1 کبوتر است و انرژی آزاد شده 1 ژول (یا 0.24 کالری) است. بدیهی است ، با تعریف ، p.d. بین A و B باید 1 ولت باشد. از آنجا كه جريان جريان الكترون هاي آزاد است ، مقاومت تقابلي است كه توسط ماده براي جريان الكترون هاي آزاد ارائه مي شود. این تقابل به دلیل وجود اتمها و مولکولهای ماده مانع از جریان این الکترون ها می شود. برخی از مواد (مانند فلزات مانند نقره ، مس ، آلومینیوم و غیره) مخالفت بسیار کمی با جریان جریان الکتریکی دارند و به آنها رسانای برق گفته می شود. از طرف دیگر ، آن دسته از مواد که مخالفت بالایی با جریان جریان الکتریکی (یعنی جریان الکترون های آزاد) دارند ، به عنوان مثال عایق بندی می شوند. شیشه ، لاستیک ، میکا ، چوب خشک و غیره
0 notes
Text
ماشین التراسونیک (USM) ~ ME Mechanical
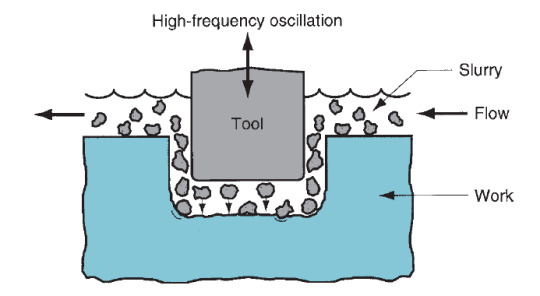
ساخت ماشین التراسونیک (USM) آخرین بروزرسانی: 28 ژانویه 2020 ماشینکاری اولتراسونیک (USM) یک فرآیند ماشینکاری غیر سنتی است که در آن ساینده های موجود در یک دوغاب با سرعت بالایی در برابر کار توسط یک ابزار ارتعاش در دامنه کم و فرکانس بالا رانده می شوند. دامنه ها در حدود 0.075 میلی متر (0.003 اینچ) ، و فرکانس ها تقریباً 20،000 هرتز هستند. ابزار در جهتی عمود بر سطح کار نوسان می کند و به آرامی درون کار تغذیه می شود تا شکل ابزار در بخشی شکل بگیرد. با این حال ، این عمل ساینده ها است که در برابر سطح کار وارد می شود ، که برش را انجام می دهد. ترتیب کلی روند USM در شکل زیر 1 نشان داده شده است. مواد ابزار رایج مورد استفاده در USM شامل فولاد نرم و فولاد ضدزنگ است. مواد ساینده در USM شامل نیترید بور ، کاربید بور ، اکسید آلومینیوم ، کاربید سیلیکون و الماس است. اندازه گریت بین 100 تا 2000 متغیر است. دامنه ارتعاش باید تقریباً برابر با اندازه گریت باشد ، و اندازه شکاف باید در حدود دو برابر اندازه رنده حفظ شود. تا حد قابل توجهی ، اندازه گریت سطح سطح روی سطح کار جدید را تعیین می کند. علاوه بر پایان سطح ، میزان حذف مواد متغیر عملکرد مهم در ماشینکاری مافوق صوت است. برای یک ماده کار مشخص ، سرعت حذف در USM با افزایش فرکانس و دامنه ارتعاش افزایش می یابد. عمل برش در USM بر روی ابزار و همچنین کار انجام می شود. هرچه ذرات ساینده سطح کار را از بین می برند ، ابزار را نیز خراب می کنند و به این ترتیب بر شکل آن تأثیر می گذارند. بنابراین شناختن حجم نسبی مواد کار و ابزار ابزار حذف شده در طی فرآیند مشابه نسبت به سنگ زنی بسیار مهم است. این نسبت سهام حذف شده به سایش ابزار برای مواد مختلف کار متفاوت است ، از حدود 100: 1 برای برش شیشه در حدود 1: 1 برای برش فولاد ابزار. دوغاب در USM از مخلوطی از آب و ذرات ساینده تشکیل شده است. غلظت مواد ساینده در آب از 20٪ تا 60٪ متغیر است. دوغاب باید به طور مداوم در گردش باشد تا بتواند دانه های تازه را در شکاف کار ابزار عملی کند. همچنین تراشه ها و ریزه های فرسوده ایجاد شده توسط فرآیند برش را از بین می برد. توسعه ماشینکاری مافوق صوت با نیاز به ماشین کاری مواد سخت و شکننده مانند سرامیک ، شیشه و کاربید ایجاد شده است. همچنین با موفقیت در فلزات خاصی از جمله فولاد ضدزنگ و تیتانیوم استفاده می شود. شکل های بدست آمده توسط USM شامل سوراخ های غیر گرد ، سوراخ هایی در امتداد محور خمیده و عملیات ضرب سکه می باشد که در آن الگوی تصویری روی ابزار به یک سطح کار مسطح منتقل می شود. این را به اشتراک بگذارید:
0 notes
Text
سیستم های ماشینکاری ��رکیبی ~ ME Mechanical

ساخت سیستم های ماشینکاری ترکیبی آخرین بروزرسانی: 28 ژانویه 2020 پیشرفت جدید در ساخت ، مفهوم سیستم های ماشینکاری ترکیبی است. دو یا چند فرآیند ماشینکاری در یک سیستم برای استفاده از قابلیت های هر فرآیند ، افزایش سرعت تولید و در نتیجه بهبود کارایی عملیات در یک سیستم ترکیب می شوند. این سیستم می تواند انواع مواد ، از جمله فلزات ، سرامیک ، پلیمرها و کامپوزیت ها را کنترل کند. نمونه هایی از چنین سیستم هایی شامل ترکیب و ادغام فرآیندهای زیر است: ماشینکاری ساینده و ماشینکاری الکتروشیمیایی ماشینکاری ساینده و ماشینکاری تخلیه الکتریکی ماشینکاری ساینده و اتمام الکتروشیمیایی p و Wire EDM فرز با سرعت بالا ، فرسایش لیزر و انفجار به عنوان نمونه ای از سه فرآیند یکپارچه. ماشینکاری و انفجار ماشینکاری تخلیه الکتروشیمیایی و الکتریکی (ECDM) ، همچنین به نام ماشینکاری جرقه الکتروشیمیایی (ECSM) نامیده می شود. فرآیندهای ماشینکاری و تشکیل ، مانند برش لیزر و پانچ ورق ، ترکیبی از فرآیندهای مختلف تشکیل ، ماشینکاری و پیوستن. اجرای این مفاهیم و توسعه ماشین آلات و سیستم های کنترل چالش های مهمی را نشان می دهد. ملاحظات اساسی شامل عواملی از قبیل مواد قطعه کار و مشخصات ساخت آن. به عنوان مثال ، در مقدمه عمومی ، سازگاری پارامترهای پردازش ، مانند سرعت ، اندازه ، نیروها ، انرژی ها و دما ، در بین دو یا چند فرآیند یکپارچه سازی ، زمان چرخه هر عمل درگیر ، اثرات سوء احتمالی وجود عناصر مختلفی مانند مواد ساینده ، مواد شیمیایی ، ذرات سایش ، تراشه و آلاینده ها بر روی عملکرد کلی ، و نتیجه عدم موفقیت در یکی از مراحل سیستم ، زیرا این عملیات شامل فرآیندهای پی در پی است. این را به اشتراک بگذارید:
0 notes
Text
علم در مسابقه موتورسواری برای انتخاب خط راست [اینفوگرافیک]
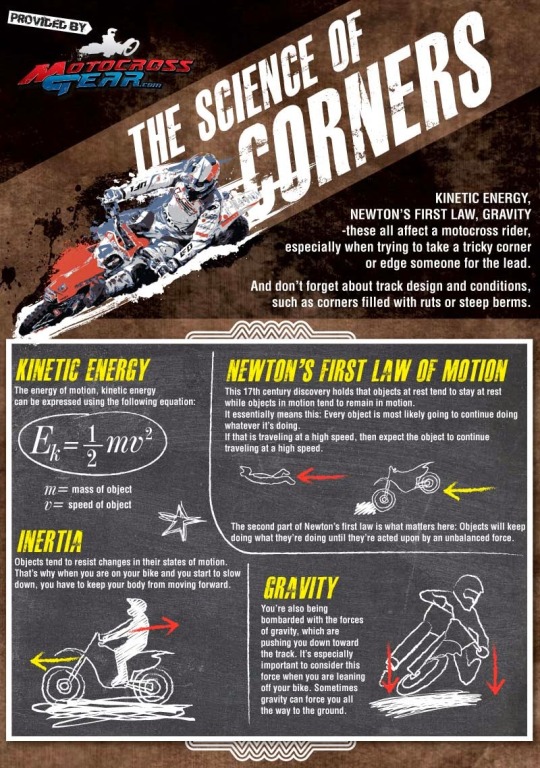
اتومبیل علم در مسابقه موتورسواری برای انتخاب خط راست [اینفوگرافیک] آخرین بروزرسانی: 29 ژانویه 2020 در حین مسابقه موتورسواری ، سواران باید انتخاب های زیادی را انجام دهند که در هنگام عبور از حریف و چرخش های دایره ای در مسیر مسابقه ، کدام طرف را ترجیح می دهد سوار شود. برای ایستادن اول در رقابت مسابقه ، سوار مجبور است بهترین مسیرها را در مسیر مسابقه انتخاب کند. هنگام تصمیم گیری که خط از یک گوشه عبور می کند ، عوامل زیادی وجود دارد. برخی از عواملی که تصمیم می گیرند انرژی جنبشی ، p ، گرانش زمین ، اینرسی در هنگام تلاش برای گرفتن برخی از گوشه های روی حیله و تزویر در مسیر مسابقه ، روی موتور سوار موتور اثر می گذارد. طراحی مسیر و شرایط مسیر مانند گوشه ای پر از رودخانه یا برآمدگی های شیب دار نیز باید در نظر گرفته شود. هنگام گرفتن یک گوشه در یک مسیر مسابقه موتورسواری ، در هنگام انتخاب خط باید چندین فاکتور مورد توجه قرار گیرد. آن ها هستند: نقطه ترمز نقطه عطف اپکس موقعیت و جهت گوشه بعدی موقعیت سایر سواران شرایط آهنگ و نوع گوشه در زیر اینفوگرافیک تصویری ایده روشنی ارائه شده و به موتورسواران سواری کمک می کند که بدانند چگونه بهترین خط را در رکاب انتخاب کنند ، در مسیر مسابقه اتومبیلرانی سریع باشند و در این مسابقه پیروز شوند. این را به اشتراک بگذارید:
0 notes
Text
ماشینکاری پرتو لیزر (LBM) ~ ME Mechanical

ساخت ماشینکاری پرتو لیزر (LBM) آخرین بروزرسانی: 29 ژانویه 2020 از فناوری لیزر برای انواع کاربردهای صنعتی از جمله عملیات حرارتی ، جوشکاری ، اندازه گیری و همچنین نوشتن ، برش و حفاری استفاده می شود (در اینجا شرح داده شده است). اصطلاح لیزر به معنای تقویت نور توسط انتشار تحریک شده از اشعه است. لیزر مبدل نوری است که انرژی الکتریکی را به یک پرتوی نوری بسیار منسجم تبدیل می کند. پرتو نور لیزر دارای چندین ویژگی است که آن را از دیگر اشکال نور متمایز می کند. تک رنگ است (از لحاظ تئوری ، نور دارای طول موج واحد است) و کاملاً جمع شده است (پرتوهای نوری در پرتو تقریبا کاملاً موازی هستند). این خصوصیات اجازه می دهند تا نور با استفاده از لنزهای نوری معمولی متمرکز شود و با استفاده از لنزهای نوری معمولی ، بر روی یک نقطه کوچک و تراکم قدرت بالا حاصل شود. بسته به میزان انرژی موجود در پرتو نور و میزان غلظت آن در محل ، فرآیندهای مختلف لیزر مشخص شده در موارد قبلی می تواند انجام شود. ماشینکاری پرتوهای لیزر (LBM) از انرژی نوری از دستگاه لیزر برای حذف مواد توسط تبخیر و فرسایش استفاده می کند. تنظیم LBM در شکل 1 نشان داده شده است. انواع لیزرهای مورد استفاده در LBM عبارتند از لیزرهای گاز دی اکسید کربن و لیزرهای حالت جامد. در ماشینکاری پرتو لیزر ، انرژی پرتوهای منسجم نور نه تنها از نظر نوری بلکه در مورد زمان نیز متمرکز می شود. پرتو لیزر نور به صورت پالس است به طوری که انرژی آزاد شده منجر به تکانه ای در برابر سطح کار می شود با مواد ذوب شده سطح را با سرعت بالایی تخلیه می کند و ترکیبی از تبخیر و ذوب را ایجاد می کند. ماشینکاری پرتو لیزر (LBM) برای انجام انواع عملیات حفاری ، برش ، شکاف ، ضبط و مارک کردن استفاده می شود. سوراخ سوراخ های با قطر کوچک امکان پذیر است — پایین تر از 0.025 mm. برای سوراخ های بزرگتر ، بالای قطر 0.50 میلی متر ، پرتوی لیزر برای برش رئوسیدگی سوراخ کنترل می شود. ماشینکاری پرتوی لیزر (LBM) یک فرایند تولید انبوه محسوب نمی شود و از آن در سهام باریک استفاده می شود. طیف وسیعی از مواد کار که توسط LBM می توان ماشینکاری کرد تقریبا نامحدود است. از خواص ایده آل این ماده برای LBM می توان به جذب انرژی زیاد در نور ، کاهش بازتابندگی ، گرمای خاص پایین ، گرمای کم فیوژن ، هدایت حرارتی عالی و گرمای کم تبخیر اشاره کرد. البته هیچ ماده ای این ترکیب ایده آل از خواص را ندارد. لیست واقعی مواد کار شده توسط LBM شامل سرامیک ، شیشه و اپوکسی شیشه ای ، پلاستیک ، لاستیک ، پارچه ، چوب و فلزات با سختی و استحکام بالا ، فلزات نرم است. این را به اشتراک بگذارید:
0 notes
Text
مکانیسم برای پوشیدن ابزار ~ ME مکانیکی

ساخت مکانیسم برای پوشیدن ابزار آخرین بروزرسانی: 31 ژانویه 2020 خرابی ابزار در حالت های زیر اتفاق می افتد: 1. عدم موفقیت در تغییر شکل پلاستیک: در حین کار ماشینکاری ، هنگامی که درجه حرارت نوک ابزار از دمای سختی گرم مواد ابزار بیشتر است ، ابزار سختی خود را به میزان قابل توجهی از دست می دهد و نوار ابزار به صورت پلاستیکی تغییر شکل می یابد که به عنوان شکست تغییر شکل پلاستیک نامیده می شود. . این عمدتا به دلیل انتخاب نادرست پارامترهای فرآیند یا انتخاب نادرست مواد ابزار است. اما این نوع از خرابی به عنوان یک عیب یاب غیر طبیعی ابزار محسوب می شود. 2- خرابی مکانیکی ابزار: در حین کار ماشینکاری ناگهان نوک ابزار از بین می رود و به آن خطای مکانیکی ابزار گفته می شود. این به دلیل بارهای ضربه ای است که به مواد ابزار وارد می شود ، تغییر شکل بیش از حد پلاستیک ، فشارهای حرارتی گذرا و خنک کننده موضعی و غیره. ممکن است ضربه مکانیکی ناشی از برش متناوب یا به دلیل وجود سوراخ های ضربه یا ماشینکاری اجزاء سخت و غیره باشد. تنش حرارتی به دلیل شیب شدید دما در داخل ابزار و بین درج و نگهدارنده ابزار ایجاد می شود. سرمایش موضعی ممکن است ناشی از کاربرد نادرست مایع برش باشد. این همچنین به عنوان یک نقص غیر طبیعی ابزار محسوب می شود. 3 - عدم استفاده از تدریجی فرسودگی: با ادامه کار ماشینکاری نوک ابزار به آرامی از بین می رود و وقتی ساییدگی قابل توجه باشد ، ابزار نمی تواند ماشینکاری را به طور رضایت بخشی انجام دهد که به آن ضعف تدریجی سایش ابزار گفته می شود. به دلیل تدریج خرابی سایش ابزار در حال وقوع است الف) پوشیدن دهانه: سایشی که روی صورت چنگک ابزاری مانند دهانه ای به نام دهانه پوشیده می شود. دلیل سایش دهانه است وجود اصطکاک در رابط ابزار تراشه. عمل ساینده میکروچیپ ها یا ذرات پودری موجود در رابط ابزار تراشه. عمل ساینده قطعات ساخته شده در لبه موجود در رابط ابزار تراشه. سایش انتشار ، به دلیل جذابیت اتمی بین ابزار و کار ، اتمهای ماده ابزار در کارهایی که به عنوان سایش دیفیوژن خوانده می شوند ، پخش و ذخیره می شوند. b) سایش پهلو: پوشیدگی صورت پهلو را پوشیدگی پهلو می نامند. دلایل سایش پهلو عبارتند از: وجود اصطکاک در رابط کار ابزار. عمل ساینده میکروچیپ ها یا ذرات پودری موجود در رابط کار ابزار. سایش انتشار ، به دلیل جذابیت اتمی بین ابزار و کار ، اتمهای ماده ابزار پخش می شوند و روی قطعه کار به نام پوشیدن دیفیوزید می شوند. این را به اشتراک بگذارید:
0 notes
Text
نمودار معاملات نیرو ch ME مکانیکی
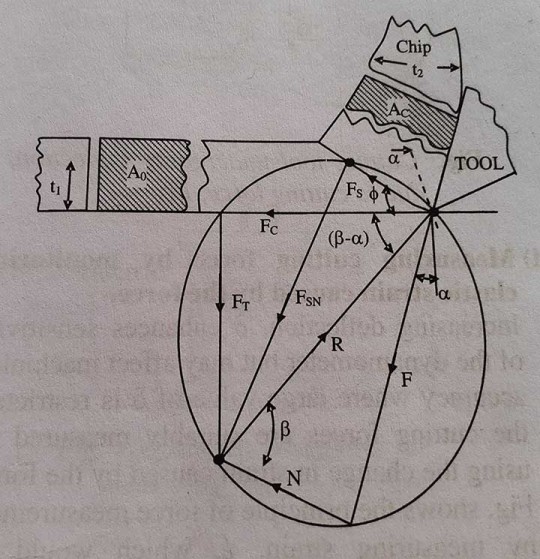
ساخت نمودار دایره نیروهای بازرگان آخرین بروزرسانی: 1 فوریه 2020 حلقه بازرگان: برای برقراری رابطه بین نیروهای قابل اندازه گیری و واقعی از حلقه بازرگان استفاده می شود. فرضیاتی که در ترسیم حلقه بازرگان انجام شده است: سطح برشی هواپیما است که از لبه برش به سمت بالا امتداد می یابد. ابزار کاملاً تیز است و هیچ گونه تماسی در طول ترخیص کالا از گمرک وجود ندارد. لبه برش یک خط مستقیم است که عمود بر جهت حرکت دارد و با حرکت کار هنگام حرکت از سطح آن ، سطح هواپیما ایجاد می کند. تراشه به هر طرف نمی رود ، یعنی عرض تراشه ثابت است. عمق برش ثابت است. عرض ابزار از عرض کار بیشتر است. کارها با ابزار نسبی سرعت یکنواخت حرکت می کنند. هیچ BUE تشکیل نشده است. دایره بازرگان برای تجزیه و تحلیل نیروهای در حال عمل در برش فلز استفاده می شود. تجزیه و تحلیل سیستم سه نیرو ، که یکدیگر را برای برش دادن تعادل می کند. هر سیستم مثلث نیرو است. در عملیات ماشینکاری چهار نیروی واقعی در حال بازی هستند. آن ها هستند: F = نیروی اصطکاکی که در رابط تراشه ابزار کار می کند. N = نیروی طبیعی به نیروی اصطکاک Fs = نیروی برشی که در امتداد صفحه برشی عمل می کند. Fsn = نیروی طبیعی به نیروی اصطکاک. اما هر چهار نیرو فوق در محیط پویا عمل می کنند ، از این رو اندازه گیری آنها امکان پذیر نیست و این نیروها برای تجزیه و تحلیل عملکرد ماشینکاری لازم هستند. بنابراین می توان هر یک از نیروهای واقعی فوق را به دو مؤلفه نیرو حل کرد و مجموع نیروهای جبری را نیز می توان در نظر گرفت. بگذارید ، Fc = مقدار جبری از اجزای عمودی نیروها FT = جمع جبری از اجزای افقی نیروها دو نیروی فوق با استفاده از دینامومتر یا تعادل فنر قابل اندازه گیری هستند اما این نیروها در تجزیه و تحلیل ماشینکاری قابل استفاده نیستند. از این رو برای ارتباط واقعی و قابل اندازه گیری از دایره بازرگان استفاده می شود. با استفاده از دینامومتر ، نیروهای قابل اندازه گیری قابل اندازه گیری هستند و با استفاده از حلقه بازرگان می توان نیروهای واقعی را محاسبه کرد. ماشینکاری با استفاده از این نیروی واقعی قابل تجزیه و تحلیل است. از حلقه بالا مشخص شده است که سه مثلث زاویه دار راست وجود دارد و همه دارای هیپوتنوز مشترک هستند. با استفاده از این اصل نیروها نیز می توانند مرتبط باشند نیروی حاصل ، R = hypotenuse با استفاده از معادلات فوق اگر نیروی Ft و Fc شناخته شده باشد ، می توان زاویه اصطکاک را تعیین کرد ، از زاویه لبه دار از قبل از ابزار مشخص شده است و زاویه برشی از ضخامت تراشه شناخته شده است به طوری که نیروهای واقعی Fs ، Fsn ، F ، N را می توان تعیین کرد. این را به اشتراک بگذارید:
0 notes
Text
خواص سیالات ~ ME مکانیکی

این صفحه همه چیز در مورد آشنایی با خواص مایعات تراکم جرم وزن مخصوص حجم مشخص وزن مخصوص یا تراکم نسبی ویسکوزیته فشار بخار تراکم پذیری کشش سطحی درک قوی. در این مقاله ، ما خصوصیات سیال یعنی تراکم جرم ، وزن مخصوص ، حجم خاص ، وزن مخصوص ، ویسکوزیته ، فشار بخار ، تراکم پذیری و کشش سطحی را پوشش داده ایم. چگالی جرم (ρ) خاصیت سیال است که جرم در واحد حجم است. وزن مخصوص (وزنی) یک سیال وزن هر واحد حجم است. جلد خاص (v) یک سیال حجم سیال در هر جرم واحد است. جاذبه خاص یک سیال ، نسبت تراکم جرم یک سیال به تراکم جرم یک مایع استاندارد است. ویسکوزیته خاصیت است که به موجب آن مقاومت در برابر حرکت یک لایه مایع بر روی لایه مجاور ایجاد می کند. هنگامی که یک مایع در یک محفظه بسته محصور باشد ، مولکولهای بخار خارج شده در فضای بین فشار مایع آزاد و بالای رگ انباشته می شوند. این فشار در مایع به عنوان فشار بخار شناخته می شود. استرس فشار فشاری هر عنصر سیال در حالت استراحت به عنوان فشار هیدرواستاتیک شناخته می شود که در اثر برخورد بی شماری مولکولی در کل سیال بوجود می آید. میزان تراکم پذیری یک ماده با مدول انعطاف پذیر انبوه (B) مشخص می شود. کشش سطحی معیار تمایل مایعات به شکل کروی است که ناشی از جذب متقابل مولکولهای مایع است. این را به اشتراک بگذارید:
0 notes
Text
ماشینکاری عملیات مربوط به حفاری
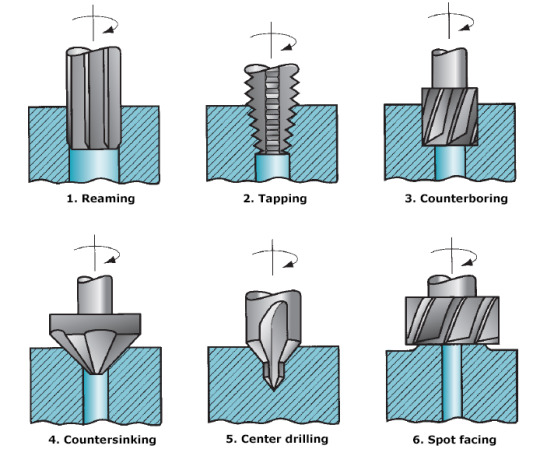
ساخت عملیات مربوط به حفاری آخرین بروزرسانی: 20 ژانویه 2020 چندین عملیات مربوط به حفاری وجود دارد. بعضی از آنها ... هستند: دوباره آمدن ، ضربه زدن، متضاد ، پیشخوان ، مرکز حفاری ، و نقطه ای اینها در شکل 1 نشان داده شده است و در این بخش توضیح داده شده است. بسیاری از عملیات روند حفاری را دنبال می کنند. ابتدا باید یک سوراخ با روش حفاری ساخته شود و سپس سوراخ توسط یكی دیگر از كارهای مربوط به حفاری اصلاح شود. مرکز عملیات و نقاط روبرو استثناء این قانون است. در کلیه عملیات ها از ابزارهای چرخشی استفاده می شود. Reaming: از عملكرد مجدد براي بزرگتر كردن يك سوراخ ، تحمل بهتري به قطر آن و بهبود سطح آن استفاده مي شود. این ابزار reamer نام دارد و معمولاً دارای فلوت مستقیم است. بهره برداری: عملیات بهره برداری توسط یک شیر آب انجام می شود و از آن برای تهیه نخ های داخلی پیچ بر روی یک سوراخ موجود استفاده می شود. Counterboring: عملیات ضد خستگی سوراخ پله ای را فراهم می کند ، که در آن قطر بزرگتر قطر کوچکتر را دنبال می کند که جزئی از سوراخ است. برای قرار دادن سرهای پیچ در سوراخ از سوراخ خنك كننده استفاده می شود ، بنابراین سرها از روی سطح بیرون زده نمی شوند. Countersinking: عملیات ضد شوره شبیه به ضد خنثی است ، به جز این که مرحله در سوراخ برای پیچ و پیچ های سر صاف مخروط است. سنترینگ: عملیات مرکز سازی نیز به نام حفاری مرکز (مرکز) انجام می شود ، این عملیات یک سوراخ شروع را سوراخ می کند تا محل آن برای حفاری های بعدی با دقت مشخص شود. این ابزار به عنوان مته میانی شناخته می شود. نقطه روبرو: عملیات روبرو نقطه شبیه به فرز است. این عمل برای تهیه یک سطح ماشینکاری صاف در قسمت کاری در یک منطقه محلی استفاده می شود. این را به اشتراک بگذارید:
0 notes
Text
تفاوت بین جعل قطره و جعل مطبوعات ~ ME مکانیکی

آموزنده تفاوت بین جعل قطره و جعل پرس آخرین بروزرسانی: 26 ژانویه 2020 جعل قطره: برای بدست آوردن شکل مورد نظر از این مؤلفه از قالب بسته استفاده می کند. شکل دهی توسط چکش کاری مکرر داده شده به مواد موجود در حفره قالب انجام می شود. تجهیزات مورد استفاده در تولید ضربات ، چکش قطره ای نامیده می شوند. به طور کلی جعل قطره در دو نیمه قالب انجام می شود. نیمه پایینی قالب بر روی طاقچه دستگاه ثابت شده است اما نیمه بالایی آن بر روی طناب دستگاه ثابت شده است اما نیمی از قسمت بالای آن بر روی انبار گرم شده ثابت است و در قسمت پایین نگه داشته می شود و بالای آن می میرد. یا قوچ تعداد کمی ضربات روی فلز وارد می کند. برداشتهای قالب در حفره ماشینکاری می شوند ، از این رو برخی از اشکال پیچیده می توانند تولید شوند. اما به دلیل محدودیت برداشت از جعل به پایان رسیده ، اشکال بسیار پیچیده مانند حفره ، جیب های عمیق و غیره نمی تواند تولید شود. محصولات تولید شده عبارتند از میل لنگ ، میل لنگ ، میله اتصال ، قلاب جرثقیل ، آچار و غیره. جعل پرس: فرآیند تولید شکل قطعه قطعه مانند شکل فورج قطره اما در فشار فورج کردن مقدار موردنیاز نیرو را می توان بطور مداوم در عمل فشرده سازی بدست آورد. این فشار با استفاده از پرس هیدرولیک یا پرس مکانیکی بدست می آید. به دلیل اعمال نیروی مداوم ، مواد به طور یکنواخت در عمق آن تغییر شکل می یابند. تفاوت بین قطره و جعل مطبوعات: نیروی چکش بیشتر به احتمال زیاد در جعبه قطره به قاب دستگاه منتقل می شود اما در فشار جعل نیرو به سهام منتقل می شود. تصور به دست آمده در جعل پرس در مقایسه با قطره جعلی که در آن احتمال جاروجینی ایجاد می شود ، پاک است. زاویه پیش نمایش مورد استفاده در جعل پرس کمتر از جعل قطره است. برای همان مقدار تغییر شکل تولید می شود ، نیروی مورد نیاز در جعل پرس بیشتر از جعل چکش قطره است. این را به اشتراک بگذارید:
0 notes
Text
پلیمر ~ ME مکانیکی

مواد مهندسی پلیمرها آخرین بروزرسانی: 27 ژانویه 2020 پلیمر ترکیبی است که از واحدهای سازنده در حال تکرار به نام mers تشکیل شده است ، که اتمها در تشکیل الکترونها برای تشکیل مولکولهای عظیم هستند. پلیمرها معمولاً از کربن به علاوه یک یا چند عنصر دیگر مانند هیدروژن ، نیتروژن ، اکسیژن و کلر تشکیل شده اند. پلیمرها به سه دسته تقسیم می شوند: پلیمرهای گرمانرم ، پلیمرهای گرمازا و الاستومرها پلیمرهای گرمانرم می توانند در معرض چرخه های مختلف گرمایش و سرمایش قرار بگیرند بدون اینکه اساساً ساختار مولکولی پلیمر را تغییر دهند. ترموپلاستیک های معمولی شامل پلی اتیلن ، پلی استایرن ، پلی وینیل کلراید و نایلون است. پلیمرهای گرمایشی شیمیایی (خنک کننده) را با خنک شدن از یک شرایط پلاستیکی گرم ، به یک ساختار سفت و سخت تبدیل می کنند ، از این رو نام ترموستینگ را دارد. اعضای این نوع شامل فنولیک ها ، رزین های آمینه و اپوکسی ها هستند. اگرچه از نام thermosetting استفاده می شود ، اما بعضی از این پلیمرها توسط مکانیسم هایی غیر از گرم کردن درمان می شوند. الاستومرها پلیمرهایی هستند که رفتار الاستیک قابل توجهی را نشان می دهند. از این رو نام الاستومر آنها شامل لاستیک طبیعی ، نئوپرن ، سیلیکون و پلی اورتان هستند. این را به اشتراک بگذارید:
0 notes
Text
Debubring عملیات در Burrs ~ ME مکانیکی
ساخت Debubring عملیات در Burrs آخرین بروزرسانی: 24 مه 2018 عملیات deburring توسط ابزار deburring برای از بین بردن منبر انجام می شود. بربرها از پشته های باریک و معمولی مثلثی شکل هستند و معمولاً آنها یک قطعه مواد ناخواسته هستند که در امتداد لبه های قطعه کار از کارهایی مانند ماشینکاری ، برش ورق فلزی و پیرایش فرسوده ها ریخته گری می شوند. بربرها را می توان با وسایل ساده مانند انگشت ، مسواک یا سواب پنبه تشخیص داد. بازرسی بصری از بربرها شامل استفاده از ذره بین و میکروسکوپ است. اگرچه تلاش هایی برای تعریف آبراه در حال انجام است ، اما استانداردهای گسترده ای پذیرفته نشده است ، تا حدودی به دلیل وجود انواع مختلفی از بربر در قسمت های مختلف. معایب دورس: بورس چندین مضرات دارد ، تعداد کمی از آنها: آنها ممکن است در مونتاژ مکانیکی قطعات تداخل داشته باشند و می توانند باعث اختلال در سوء استفاده و سوء استفاده مجدد قطعات و همچنین مدارهای کوتاه در قطعات الکتریکی شوند. از آنجا که آنها معمولاً تیز هستند ، می توانند یک خطر برای امنیت پرسنل باشند. Burrs ممکن است باعث کاهش عمر خستگی قطعات شود. اگر بربر در قسمت کششی باشد ، فلز ورق ممکن است از قابلیت خمش کمتری برخوردار باشد. از طرف دیگر ، بربر روی اجزای نازک سوراخ دار یا شیرآمیز می تواند ضخامت اضافی را فراهم کند و در نتیجه گشتاور نگه داشتن پیچ ها را بهبود بخشد. چندین فرآیند اشکال زدایی در دسترس است. مقرون به صرفه بودن آنها به عواملی از قبیل میزان خردشدن مورد نیاز ، پیچیدگی بخشی و محل دفن بستگی ، تعداد قسمتهایی که باید مورد استفاده قرار بگیرد ، فضای کف موجود ، هزینه های کار و هزینه های کارگری و ملاحظات ایمنی و محیطی بستگی دارد. عملیات deburring شامل: اشکال زدایی دستی با پرونده ها و اسکرابر. تخمین زده می شود که اشکال زدایی دستی می تواند تا 10٪ از هزینه تولید این بخش را تأمین کند. اشکال زدایی مکانیکی با پردازش قطعاتی مانند قطعات استوانه ای بر روی دوک دوار. مسواک زدن با سیم یا استفاده از برس های نایلونی دوار متشکل از رشته های جاسازی شده با رنده های ساینده. با استفاده از تسمه های ساینده. ماشینکاری اولتراسونیک. الکتروپولیشن. ماشینکاری الکتروشیمیایی. اتمام سایشی مغناطیسی. اتمام ارتعاش. انفجار شات یا انفجار ساینده. ماشینکاری جریان ساینده. ماشینکاری انرژی حرارتی با استفاده از لیزر یا پلاسما. این را به اشتراک بگذارید:
0 notes
Text
مقایسه بین لوله آتش و دیگ بخار لوله

مهندسی نیروگاه مقایسه بین لوله آتش و دیگ بخار لوله آخرین بروزرسانی: 5 ژوئن 2018 مقایسه بین دیگهای بخار و دیگ بخار می تواند از 14 جنبه انجام شود. این جنبه ها عبارتند از: فشار عملیاتی ، عبور از نوع مواد در لوله ها ، میزان تولید بخار ، رسیدگی به نوسان بار ، نیاز به سطح کف ، بهره وری ، مهارت عملگر ، طراحی ، هزینه تعمیر و نگهداری در شکل زیر جدولی ذکر شده است. .نه دیگ لوله آتش دیگ لوله آب 1 در دیگهای بخار با لوله های آتش ، گازهای دودکش داغ از لوله ها عبور می کنند و آب آنها را احاطه می کند. در دیگهای بخار لوله ای از آب لوله ها عبور می کند و گازهای دودکش داغ آنها را احاطه می کند. 2 اینها با فشار کم تا 20 بار عمل می کنند. فشار کار به اندازه کافی بالا است ، تا 250 بار در دیگهای بخار فوق بحرانی. 3 میزان تولید بخار و کیفیت بخار بسیار کم است ، بنابراین برای تولید برق مناسب نیست. میزان تولید بخار و کیفیت بخار برای تولید برق بهتر و مناسب است. 4 نوسانات بار قابل کنترل نیست. نوسانات بار را می توان به راحتی اداره کرد. 5 برای خروجی معین نیاز به مساحت کف بیشتر دارد. برای خروجی معین به فضای کف کمتری نیاز دارد 6 حمل و نقل انبوه و دشوار است. این وزن سبک است ، از این رو حمل و نقل مشکلی ندارد. 7 راندمان کلی تا 75٪ است. بهره وری کلی با اقتصاد ساز تا 90٪ می رسد. 8 آب در جهت مشخصی گردش نمی کند. جهت گردش آب به خوبی تعریف شده است. 9 اندازه طبل بزرگ است و خسارات ناشی از پشت سر هم زیاد است. در صورت آسیب دیدن هر لوله آب ، می توان آن را به راحتی تعویض یا تعمیر کرد. 10 در طراحی ساده ، نصب آسان و هزینه نگهداری کم. پیچیده ، طراحی ، ساخت و هزینه نگهداری بالا دشوار است. 11 حتی عملگرهای مهارت کمتری برای عملکرد کارآمد کافی هستند. اپراتورهای ماهر برای بهره برداری لازم هستند. 12 تصفیه آب خوراک بسیار ضروری نیست ، زیرا گرم شدن بیش از حد به دلیل تشکیل مقیاس نمی تواند پوسته ضخیم را پشت سر بگذارد. تصفیه آب خوراک بسیار ضروری است زیرا رسوبات مقیاس کوچک در داخل لوله ها می توانند باعث گرم شدن بیش از حد و ترکیدن آن شوند. 13 مورد استفاده در صنعت فرآیند. مورد استفاده در نیروگاههای بزرگ. این را به اشتراک بگذارید:
0 notes