
Last Seen Blogs

softyoongina
星 — ƴɔɔɲɠɩɲɑ

aefaefaea
无标题
fiebregreen
FIEBREGREEN

josecostah24
José Costa

colmanpackagingltd
Colman Packaging Ltd
Text
Prognostic Solutions in Steel Plant and Tube Mill Industry
The global steel market reached a value of US$ 874.6 Billion in 2021. Looking forward, IMARC Group expects the market to reach a value of US$ 1,052.25 Billion by 2027, exhibiting a growth rate (CAGR) of 3.02% during 2022-2027. Significant growth in the automotive industry across the globe and Increasing oil & gas production owing to the transportation industry’s demand is creating a positive outlook for the market. But with growth comes a lot of challenges in the steel manufacturing process. Companies in the industry face major challenges with rapid digitalisation and unlocking potential in data, shifts in consumer demands, and the attraction of top talents.
To address these challenges and improve profitability, the largest integrated producer of engineering steels and specialized seamless tubes in the Asia Pacific region has the foresight to expand its market in the coming years. In recent years, the leadership team has placed a greater emphasis on better asset utilization and process optimization.
Steel Plant & Tube Mill Challenges:
Failure of Assets
Complex procedures and important resources are used to produce steel tubes. Production and product quality are both impacted by the unforeseen failure of assets. It is not practical to inspect equipment frequently due to the harsh steel mill environment and the risks that inspection of rotating equipment poses to operator safety.
Mills in poor condition
A poorly maintained mill costs valuable time and scrap during setup and operation. The mill must be dependable so that the operator is not chasing mechanical problems during normal operation and setup. A good maintenance program, as well as rebuilds or upgrades when necessary, is essential.
Tube mill misalignment, poor mill condition, and inaccurate setup account for 95% of all problems in tube production. Most mills should be aligned at least once a year.
Low investment in technology
One of the major problems which these industries face is the lack of incorporation of advanced technologies in Research and Development work in production. The same is the case for other sectors of the industry and has been the case for decades. One of the outcomes has been the relative unattractiveness of the sector vis-a-vis others among young engineers. With little research being done by the government or the private sector, Industries lack effective implementation of Industry 4.0 and technologies that can reduce risks and helps to cut overall production cost.
Process monitoring
Steel mills’ inspection and monitoring process usually follow specific procedures, requiring that workers operate in a typical analog way. Since it is a critical environment, stopping production to execute corrective actions is unfeasible, and the current method for monitoring these problems is not able to predict failures in the same way as intelligent predictive models do, thus demonstrating an inevitable gap to errors.
Lack of Talent and Training
Even though the operators are skilled and trained to operate in tube mills, there are still some challenges and issues that they need to face every day. Tube mill owners should arrange training sessions on how to troubleshoot the problem and figure out what was causing the problem. If these problems are not addressed properly, aluminium fabrication, steel fabrication, or stainless-steel fabrication processes won’t have precise tubes and pipes to work with.
Maintenance
Besides the difficulty in performing the inspection itself because of the hostile environment of steel industries, the maintenance of the encountered problems is also difficult.
The corrosion of equipment and structures is also a common problem in these industries and the maintenance of these components is very complicated because of the hostile environment, as mentioned before. Besides, the diversity of complex processes in this industry also makes it difficult to understand the extracted data in the operation, and the improper management of this information in diffuse systems compromises the maintenance of the structures.
Because of this lack of precise management tools, failure prediction in the operation is not usually achievable, leading to unplanned shutdowns and the extensive use of corrective maintenance methods.
Our Solution:
With the advent of Industry 4.0, predictive maintenance has gained huge popularity in maintaining machine health. Predictive maintenance is aimed at reducing costly and unplanned downtimes and offers organizations to plan maintenance schedules in advance for increased efficiency. According to McKinsey, predictive maintenance typically reduces machine downtime by 30% to 50% and increases machine life by 20% to 40%.

CIMCON Digital’s VIBit is an intelligent, powerful, and compact sensor that monitors the conditions of machines or equipment and predicts their failures in advance using the latest AI/ML Technologies to avoid unplanned downtime saving time and money for the owners.
We set up VIBit, a platform for detecting and diagnosing machine anomalies so that we could track the real-time performance of crucial machinery and processes throughout the year. VIBit Tri-axial vibration, Temp, and audio sensors installed on rotary equipment transmit machine health data over Plant’s Wi-Fi. AI/ML algorithms on the edge platform provide early machine anomaly detection along with diagnostics and recommendations for corrective and preventive action.
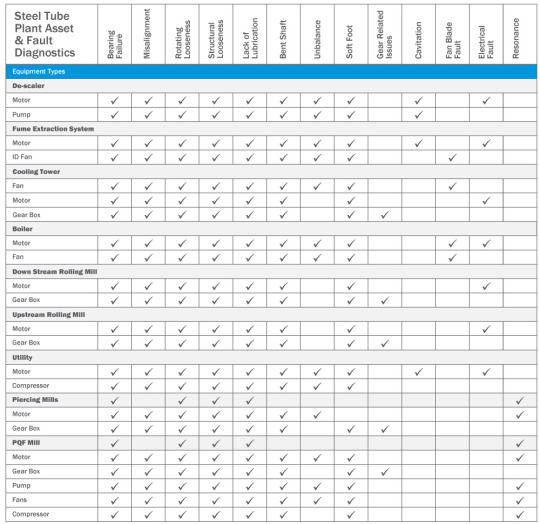
It can be used in Steel Tube Plant Asset and Fault Diagnostics to identify faults like bearing failure, misalignment, and electrical faults in types of equipment like De-scalar: motor/pump, Fume extraction system: motor/pump, etc.
Benefits of setting up a VIBit:
Real-time monitoring of critical equipment’s health on a single dashboard.
Prioritize and plan maintenance action before catastrophic failure.
Reduce the risk of operator safety with remote monitoring.
Reduce planned downtime and eliminate unplanned downtime.
Reduce process and quality-related issues.
Increase equipment efficiency and reduce carbon emissions.
In conclusion, the steel and metal industries are undergoing significant changes and it is important for manufacturers to adopt technologies that can assist in reducing manual labour, leveraging data, and improving asset health. By embracing the latest technological advances, steel and metal manufacturers can use predictive analytics to anticipate failures and proactively take action to reduce unplanned downtime and improve plant efficiency.
0 notes
Text
How Digitalization is Revolutionizing the Steel Industry and What Benefits It Brings
The global steel market reached a value of US$ 874.6 Billion in 2021. Looking forward, IMARC Group expects the market to reach a value of US$ 1,052.25 Billion by 2027, exhibiting a growth rate (CAGR) of 3.02% during 2022-2027. Significant growth in the automotive industry across the globe is creating a positive outlook for the market. But with growth comes a lot of challenges in the steel manufacturing process. Companies in the industry face major challenges with rapid digitalization and unlocking potential in data, shifts in consumer demands, and the attraction of top talents.
Unlocking the potential in digitalization and data
The development of smart factories for automated production to streamline production and support functions will be a giant step for players competing in the field for efficient practices. Investment in digital technologies will be a vital step in promoting effective virtual work to enhance actions across operations ranging from maintenance to customer support functions. The utilization of data in the metals industry will be a disruptor in the valuation of the products and services provided by the industry. Digitally-integrated products and services will become the new norm. Skills in IT and digital technologies will become a vital requirement across industries in order to manage highly valuable IT infrastructures and digital functions.
Shifts in Consumer Demands
By the year 2040, consumer demands for product and service standards will be altered drastically by trends affecting everyday lives. The global population will grow by 25% by the year 2040, causing concerns in demand expectations for industries heavily involved in infrastructural developments such as construction and transportation. More than 68% of people will be living in urban areas by the year 2050, therefore the metals industry must meet demands from rapid urbanization. Metals will be vital players in the development of sustainable and smart infrastructures globally as investments in infrastructure are projected to increase along with the growing population and growing middle class.
Talent Drought
With developing technologies and evolving working cultures, talent acquisition for top talents is a constant challenge in the eyes of employers. This is a current issue in the metals industry that will carry on into the future – especially with talent with modern technologies for functions such as plant management and maintenance. Industries like metals must make strong efforts in building reputable brands for employment that meet the desires of the potential talent for future generational challenges.
With all these challenges in place, steel and metal industries must look into the future in order to maintain the assets, have proper data management in place, and with a talent shortage, more automation should be there for increasing operational efficiency. Some of the ways by which steel industries can improve their manufacturing plants are listed below
Predictive Maintenance using artificial intelligence
Due to the mass automation of the smart metals plant, physical access to the plant is mainly required in order to maintain equipment and machinery. Utilizing artificial intelligence, maintenance can be scheduled according to the production schedules onsite, reducing lag time and delays. Immediate repairs that may cause halts to production can be communicated and coordinated between onsite engineers and digital control managers. Onsite or offsite, maintenance can be assisted digitally from start to finish. For example, with the use of Vibration sensors and Edge devices, employees can receive real-time assistance and guidance about the machine’s health and the actions needed to be taken. These tools provide step-by-step instructions and guidelines required in order to carry out maintenance operations – they will guide employees through what maintenance work needs to be done and in what order in order to ensure efficiency and prevent mistakes. As the maintenance is managed digitally, data will be collected on maintenance processes and improved automatically.
Digitalization and Data Integration
With rapid digitalization in the metals industry, the organization must be able to manage a vast amount of data collected throughout the entire production process and the ecosystem surrounding the plant. Integrating collaborative data management into the metals production cycle is imperative in managing production cycles, shipments, resource management, and maintenance of equipment and machinery in order to develop a streamlined production process. For eg with the help of Vibration sensors, the steel manufacturers read the data in real-time and analyze the anomaly using various AI/ML methods. Based on the data and insights from the expert’s team, the team can take necessary actions based on the data provided to alert the users and take proactive actions to reduce unplanned downtimes.
Digitally Driven employees
A majority of plant operations will be controlled virtually and remotely in the coming years. With the development of AI/ML technologies, Edge computing, and predictive maintenance, processes can be controlled and supervised in real-time. Due to the exponential improvements in automation and the vast amounts of data collected, human interaction with these processes is mainly limited to maintenance, process development, and attention to special, unpredicted situations. A majority of the work in day-to-day processes will be the development of digital technologies and IT infrastructures controlling the automated processes in the plant. With talent shortages in the future, companies like CIMCON Digital can act as the partner who can help the employees by providing the data in real-time, and automating the processes, so that the employees need to act only when it is required instead of manual intervention.
Benefits of the steel industry with Digitalization
There are several machines used in Steel and Metal industries like De scaler pumps, Cooling towers, Downstream and upstream rolling mills, Piercing mills, and many others. All these machines can have unwanted issues and if not managed properly can cause huge delays in the introduction and unplanned downtimes, leading to huge losses. With the advent of technology and hardware like Vibration sensors, Edge Computing merged with AI/ML technologies, steel manufacturers can not only reduce losses but improve the health of the assets, thereby improving operational efficiency.
Some of the major benefits of implementing the latest technology are
Real-time monitoring of critical equipment’s health
Prioritizing and planning maintenance before catastrophic failure
Reduce the risk to safety operators with remote monitoring
Reduce planned downtime and eliminate unplanned downtime
Reduce process and quality-related issues
Increase equipment efficiency and reduce carbon emissions
Conclusion
Steel and metal industries are going through major transformations and it is essential for steel and metal manufacturers to look for technologies that can aid them in reducing manual work, making good use of data, and improving the health of their assets. With the latest technological developments, steel and metal manufacturers can not only predict failures in advance but also look at data and take proactive actions in order to reduce unplanned downtime and improve the operational efficiency of the plants.
0 notes
Text
How Digital Transformation aids the pharmaceutical industry

The pharmaceutical industry contributes significantly to developing vaccines and medications for disease prevention and reduction, treatment of ailments, and enhancement of quality of life by engaging in innovative research and technological advancements to meet the population’s complex healthcare demands.
India is the world’s top supplier of generic pharmaceuticals. The Indian pharmaceutical industry meets more than half of the global demand for various vaccines, 40% of generic demand in the United States, and 25% of total medicine in the United Kingdom. Globally, India ranks third in pharmaceutical manufacturing by volume and fourteenth in value. The domestic pharmaceutical sector comprises 3,000 pharmaceutical businesses and 10,500 manufacturing units. India holds a significant place in the global pharmaceutical industry. The country also possesses a vast pool of scientists and engineers who can propel the industry forward. More than 80% of antiretroviral medications used to combat AIDS are manufactured in the United States.
The typical human lifespan is exposed to more infections and diseases, necessitating preventative measures to maintain health and more significant research to improve the population’s quality of life. Hectic daily schedules, lack of exercise and sleep, improper eating habits, and other lifestyle choices have contributed to poor digestion, high obesity rates, breathing difficulties, and other health issues. Globalization and urbanization are important influences driving the increasing demand for health supplements and better pharmaceuticals. As chronic ailments have increased, people have become more reliant on health supplements and drugs.
With the covid 19, major disruptions have occurred in the Pharma industry. Some of the common challenges in the Pharma industry include
Difficulties in removing organizational silos which prevents Pharma companies from embracing the full potential of digital transformation
Lack of clarity in the current regulations regarding the use of technology
The Digital Transformation strategy prepared by the Pharma companies post covid is not founded on real knowledge of how to maximise business benefits.
With Digital Transformation in place there have been some massive upgradations that has happened in the past few years in the Pharma industry as well
Artificial Intelligence: Artificial intelligence (AI) is speeding up drug discovery and development processes. Startups are investigating the application of these technologies to address numerous difficulties in the pharmaceutical sector, such as manufacturing process automation and optimization, as well as devising efficient marketing and post-launch tactics. Patient identification is essential in drug discovery and development, mainly when performing clinical trials. AI simplifies the identification of eligibility criteria and patient inclusion, making the cohort identification process faster and less expensive.
Big Data and Analytics: The pharmaceutical industry requires high-performance systems to analyse the massive amounts of data created during the drug discovery and development process. Pharmaceutical firms rely on third-party vendors to share data with collaborators, making data management a critical priority. Analytical techniques advancements are also transforming historical and real-time data available to pharmaceutical businesses into valuable assets for predictive, diagnostic, prescriptive, and descriptive analytics.
Flexible Production: Because of shifting market dynamics, the pharmaceutical industry is experimenting with innovative manufacturing methods, such as small batches for precision medicine. Single-use bioreactors are also gaining popularity due to their ability to reduce downtime and boost productivity. These bioreactors accomplish this by removing complex tasks like cleaning and validation between production rounds.
Curative therapies: Curative medicines, such as cell and gene therapies, transform how we treat chronic diseases and difficult-to-treat ailments by removing the need for long-term medications. Gene therapy is introducing genetic material into cells to compensate for defective genes or produce a good protein. The most frequent vectors for gene therapy are genetically modified viruses.
CIMCON Digital pioneers in predictive and prescriptive maintenance of machines and enable industries to have an edge over the competition in the Pharmaceutical industry. With the state-of-the-art Vibration systems and Edge platforms, CIMCON Digital helps in the digital transformation of the Pharma industry with proper maintenance of assets and reduce the unplanned downtime. Supply chain being one of the major issues in Pharma industries, CIMCON Digital make sure that the supply chain works uninterrupted with no major unplanned shutdowns and the Pharma industries can work in better production of items.
Pharma industries will have to adopt Digital Transformation in the coming years in order to improve the supply chain and for better competing with other players in the world globally. Leveraging the technology like predictive maintenance, predictive maintenance, AI/ML, Edge technology will allow pharmaceutical companies to harness Digital Transformation successfully, optimise their processes and deliver the solutions to their patients in a more efficient manner.
0 notes
Text
Pharma 4.0: Transforming the Pharmaceutical Industry through Digitalization

The pharmaceuticals market encompasses businesses that develop and sell drugs and associated services. According to research presented on Global News Wire, the market is projected to reach $1700.97 billion in 2025, growing at a Compound Annual Growth Rate (CAGR) of 8%. As the world rapidly shifted towards digitalization in response to the pandemic, the pharmaceutical industry was not exempt from this trend. Since the onset of the pandemic, there has been a global surge of 27.8% in traffic to health medicine websites. Embracing digital transformation has become imperative for adapting to consumer trends and future-proofing organizations from disruptions.
Challenges of Digital Transformation in the Pharmaceutical Industry
The pharmaceutical industry faces significant challenges in managing digital transformation, the strategic approach of leveraging technology to shift from analog to digital operations. According to a recent report by Deloitte with MIT Sloan Management Review, only 20% of biopharma companies have achieved digital maturity. Pharma industry executives have embraced digital transformation by updating operational processes and reducing manual labor to enhance efficiency and digital capabilities. However, the pressure to do more continues to mount, and an increasing array of challenges must be addressed:
Quality Control: Quality control is of paramount importance in pharmaceutical manufacturing, and digital transformation can play a pivotal role in improving it. By harnessing digital technologies like machine learning and data analytics, pharmaceutical manufacturers can identify potential quality issues earlier, enabling them to take prompt corrective action and prevent costly recalls.
Inventory Management: Pharmaceutical manufacturing involves managing a wide range of raw materials, intermediates, and finished products. Digital technologies like Radio-Frequency Identification (RFID) and Internet of Things (IoT) sensors can provide real-time visibility into inventory levels, enabling manufacturers to optimize their inventory management processes and reduce waste.
Regulatory Compliance: Compliance with various regulations and guidelines is a significant challenge in the pharmaceutical manufacturing industry. Implementing digital solutions that offer automated reporting and real-time monitoring allows manufacturers to ensure compliance, reducing the risk of regulatory fines and penalties.
Supply Chain Management: The pharmaceutical supply chain is complex, involving multiple stakeholders such as suppliers, manufacturers, distributors, and retailers. Digital transformation can streamline supply chain processes, improve collaboration between stakeholders, and enhance visibility into the supply chain, thereby reducing the risk of disruptions and delays.
Data Management: The pharmaceutical industry generates vast amounts of scattered data, hindering decision-making processes and organizational efficiency. Establishing a single source of truth for data is crucial for pharmaceutical companies to take corrective action and enhance overall efficiency within the organization.
Overall, digital transformation can enable pharmaceutical manufacturers to reduce costs, improve quality, and increase efficiency, ultimately enhancing their ability to deliver superior products and services to customers.
Importance of Digitalization for the Pharmaceutical Industry
Digital transformation offers numerous growth opportunities for the pharmaceutical industry, providing significant process advantages that eliminate siloed systems and long-standing manufacturing inefficiencies. Here are some key advantages of digitalization:
Increased Visibility: Digital technologies enable pharma companies to make informed decisions based on generated data. By integrating with existing systems and assets, digital transformation enhances efficiency and operations, leading to better decision-making capabilities.
Cost Reduction: Digital transformation helps lower per capita costs in the pharma industry. By eliminating manual work to a certain extent, digitalization enables remote monitoring of system health and assets for better preventive maintenance. This minimizes breakdowns, malfunctions, repair expenses, liabilities, and downtime, resulting in significant cost savings.
Improved Efficiency: Operational efficiency is a top benefit of digital transformation, as cited by 40% of executives. Digitalization allows businesses to collect and utilize data for informed decision-making. Automation of various manufacturing processes reduces manual labor and improves operational efficiency throughout the manufacturing floor.
Higher Product Quality: Digitalization enables better prediction of failures and downtimes, facilitating predictive maintenance and anomaly detection through AI/ML algorithms. By eliminating time-consuming manual efforts prone to data collection and management errors, digitalization improves asset health, reporting workflows, quality control, reliability, and overall efficiency, resulting in higher-quality products.
Achieving Net Zero Goals: Digital transformation assists the pharma industry in real-time asset measurement and predictive tools. Being data-led enables companies to detect errors in advance, leading to improved efficiency. Digital tools also help reduce energy and water waste, contributing to better environmental conditions and facilitating the achievement of net-zero goals.
Conclusion
In the digital technology era, it is crucial for pharmaceutical companies to invest in digitalization and become game-changers in the healthcare industry. With companies like CIMCON Digital, which has been collaborating with pharma clients for over two decades, the pharma industry can achieve greater efficiency, cost reduction, and improved operational efficiency. Digitalization helps pharma industries better understand their clients, deliver exceptional customer experiences, improve the customer journey, and offer enhanced value by optimizing operational efficiency.
0 notes
Text
Transforming Predictive Maintenance with CIMCON Digital’s IoT Edge Platform: Unlocking Proactive Asset Management

Introduction
In today’s fast-paced and technologically advanced world, the need for efficient and proactive asset management is paramount for businesses to stay competitive. CIMCON Digital’s IoT Edge Platform emerges as a game-changer in the realm of Predictive Maintenance, empowering organizations to detect anomalies in advance using ML algorithms. This capability not only enables customers to plan schedules well in advance and avoid costly downtime but also provides real-time visibility into the remaining useful life of assets. In this article, we delve into how CIMCON Digital’s IoT Edge Platform revolutionizes Predictive Maintenance with practical examples of proactive asset management.
1. The Challenge of Reactive Maintenance
Traditionally, companies have been plagued by reactive maintenance practices, where assets are repaired or replaced only after failures occur. This reactive approach leads to unexpected downtime, reduced productivity, and increased maintenance costs. Predicting asset failures and planning maintenance schedules in advance is critical to ensure smooth operations, optimize resource allocation, and minimize overall downtime.
2. Empowering Proactive Maintenance with ML Algorithms
CIMCON Digital’s IoT Edge Platform is equipped with advanced Machine Learning algorithms that analyze real-time data from connected assets and machines. By continuously monitoring sensor data and historical performance trends, the platform can accurately detect anomalies and deviations from normal operating patterns. This proactive approach allows businesses to predict potential asset failures well in advance, providing ample time to schedule maintenance activities before any critical failures occur.
3. Planning Ahead to Avoid Downtime
Imagine a scenario in a manufacturing facility where a critical piece of equipment experiences an unexpected failure. The consequences could be disastrous, leading to costly downtime and missed production targets. With CIMCON Digital’s IoT Edge Platform in place, the same equipment would be continuously monitored in real-time. As soon as the platform detects any unusual behavior or signs of potential failure, it triggers an alert to the maintenance team.
Armed with this early warning, the maintenance team can plan the necessary repairs or replacements well in advance, avoiding unplanned downtime and minimizing disruption to production schedules. This capability not only ensures smooth operations but also optimizes maintenance resources and lowers the overall maintenance costs.
4. Real-Time Visibility into Asset Health
The IoT Edge Platform goes beyond detecting anomalies; it also provides real-time insights into the remaining useful life of assets. By analyzing historical performance data and asset health indicators, the platform estimates the remaining operational life of an asset with high accuracy.
Consider a scenario in a utility company managing a fleet of aging turbines. The maintenance team needs to know the remaining useful life of each turbine to plan proactive maintenance and avoid sudden breakdowns. With CIMCON Digital’s IoT Edge Platform, the team can access real-time information on the health of each turbine, enabling them to make data-driven decisions about maintenance schedules, parts replacement, and resource allocation.
5. Benefits of CIMCON Digital's IoT Edge Platform
CIMCON Digital’s IoT Edge Platform offers a host of benefits to businesses seeking to enhance their Predictive Maintenance capabilities:
a) Proactive Decision-making: By detecting anomalies in advance, the platform enables proactive decision-making, reducing reactive responses and enhancing overall operational efficiency.
b) Minimized Downtime: With the ability to schedule maintenance activities in advance, businesses can avoid costly downtime, leading to increased productivity and higher customer satisfaction.
c) Optimal Resource Allocation: The platform’s real-time visibility into asset health allows for better resource allocation, ensuring that maintenance efforts are targeted where they are most needed.
d) Cost Savings: By avoiding unexpected failures and optimizing maintenance schedules, businesses can significantly reduce maintenance costs and improve their bottom line.
Conclusion:
CIMCON Digital’s IoT Edge Platform empowers businesses to transcend traditional reactive maintenance practices and embrace a proactive approach to asset management. With the platform’s advanced ML algorithms, businesses can detect anomalies in advance, plan maintenance schedules proactively, and gain real-time visibility into asset health. This transformative capability results in minimized downtime, optimized resource allocation, and substantial cost savings. As CIMCON Digital’s IoT Edge Platform continues to revolutionize Predictive Maintenance, businesses can embark on a journey towards greater efficiency, productivity, and long-term sustainability.
0 notes
Text
CIM 10 The most versatile IoT edge platform

Introduction
In the ever-evolving realm of the Internet of Things (IoT), edge computing emerges as a transformative force. CIM10 IoT Edge Gateway stands at the forefront of edge platforms as a game-changer, seamlessly bringing intelligence and efficiency closer to devices and sensors. This comprehensive blog post delves into the myriad use cases where CIM10 excels, substantiated by compelling statistics that aptly showcase its effectiveness in unlocking the true potential of IoT on the edge.

Industrial Automation and Manufacturing
CIM10 empowers industrial automation and manufacturing processes, augmenting efficiency and curbing downtime. As outlined in Deloitte’s report, edge computing in manufacturing holds the potential to boost productivity by a staggering 25%. Real-time monitoring and control capabilities of CIM10 facilitate predictive maintenance, successfully reducing maintenance costs and minimizing unscheduled downtime. With CIM10, manufacturers can potentially achieve a remarkable improvement in overall equipment effectiveness (OEE).

Smart Cities and Infrastructure
Smart cities harness IoT technologies to elevate citizen experiences and enhance operational efficiency. According to a study conducted by Markets and Markets, the global smart cities market is poised to reach an impressive $820 billion by 2025. Within this domain, CIM10 can play a pivotal role, offering real-time data analysis and informed decision-making capabilities right at the edge. It can enable intelligent traffic management, optimized waste management, street light control and remote monitoring, water distribution monitoring and control, anomaly detection in water distribution plant
Energy Management and Utilities
The energy sector stands to gain tremendously from the edge computing capabilities pioneered by CIM10. The International Energy Agency (IEA) projects a staggering 25% surge in global energy demand by 2040. CIM10 can empower real-time monitoring and predictive analytics for energy consumption, generation, and distribution, enabling utilities to optimize their operations. This optimization can curtail energy consumption by an impressive 10-15%.
CIM10 monitor and optimize energy usage with unparalleled precision. With real-time data collection and analysis, you’ll gain insights into power consumption patterns that were previously invisible. Discover opportunities for energy savings and make informed decisions to reduce costs and environmental impact. The CIM10 Edge Gateway also provides historical data for comprehensive energy audits, empowering your facility to achieve sustainability goals. Our ML algorithms analyze historical data to provide accurate demand forecasts, enabling you to allocate resources efficiently and prevent over- or underproduction. Stay ahead of market fluctuations and adapt your operations proactively, ensuring you meet customer demands while minimizing waste. Instantly detecting anomalies and deviations. When issues arise, the gateway triggers energy alarms, sending immediate alerts to your team. Swift responses minimize downtime, reduce maintenance costs, and protect your assets. Moreover, the CIM10 Edge Gateway excels in fault detection, identifying potential problems before they escalate. Stay ahead of the curve with a proactive energy management solution that ensures uninterrupted operations
Water Treatment Plant
Experience a paradigm shift in the way water treatment plants operate, with a revolutionary gateway that redefines precision, efficiency, and control. Seamlessly merging the physical and digital worlds, the CIM10 Edge Gateway empowers operators with real-time insights and predictive capabilities. Stay steps ahead of issues with anomaly detection that alerts operators to deviations in processes, ensuring swift responses and preventing disruptions. Embrace predictive maintenance that forecasts equipment maintenance needs, saving time and resources while maximizing uptime. Optimize resource allocation with data-driven decisions that align with demand, energy costs, and environmental goals. With remote control capabilities, adjust processes on the fly, all while maintaining harmony between efficiency and quality. Embrace the future of water treatment with the IoT CIM10 Edge Gateway-a gateway that doesn’t just connect devices, but bridges innovation with tradition, delivering clean water to communities in a smarter, more sustainable way.
Remote Support
Our remote support capabilities are second to none. With secure VPN connectivity, PLC programming modifications become a breeze and easily possible over VPN. No need for on-site visits; our experts can remotely fine-tune your systems for optimal performance. Moreover, over-the-air (OTA) service and updates keep your CIM10 Edge Gateway always up to date, with the latest features and security enhancements. Experience uninterrupted support from anywhere, ensuring your operations run smoothly and efficiently.
Construction Industry
In the construction industry, equipment monitoring is crucial for project success. The CIM10 Edge Gateway enables real-time tracking of equipment and assets at the construction site. Maximize asset utilization with insights into equipment availability and performance. Our anomaly detection capabilities help you identify potential issues early, preventing costly breakdowns.
Conclusion:
CIM10 emerges as a versatile IoT edge platform, empowering organizations to tap into the immense power of IoT with unmatched efficacy. The compelling statistics presented across various industries undeniably reaffirm its transformative impact on productivity, cost savings, customer experiences, and sustainability. By leveraging CIM10’s capabilities in industrial automation, smart cities, retail, energy management, and healthcare, organizations can unlock the boundless potential of IoT at the edge, fostering innovation across their respective domains.
0 notes
Text
Revolutionizing Field Device Management with CIM Edge Platform

Introduction
In the dynamic landscape of IoT and Industrial IoT (IIoT), effective Field Device Management is pivotal. As industries become increasingly reliant on connected devices, the need for efficient, real-time management tools has never been more crucial. CIMCON Digital’s Edge Platform introduces a game-changing solution for Field Device Management, featuring robust capabilities such as Configuration, Connection Status, Real-Time Telemetry View, and Import-Export functionality. Let’s delve into the technical prowess of this innovative platform.
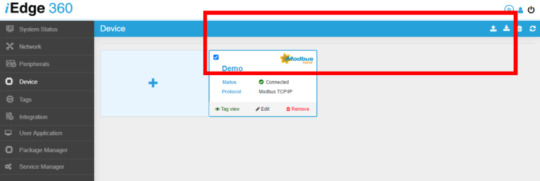
Configuration Made Effortless
Configuring field devices can often be a daunting task, particularly when dealing with a large-scale deployment. CIM Edge Platform simplifies this process with its user-friendly configuration interface. Here’s how it empowers your Field Device Management:
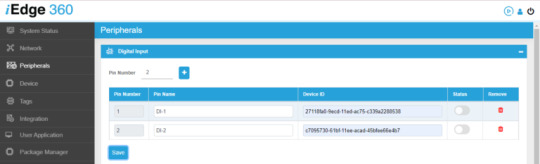
Intuitive Interface: The platform offers an intuitive, web-based configuration interface, allowing users to set up and fine-tune device parameters with ease.
Template-Based Configuration: For uniform deployments, CIM Edge Platform supports template-based configurations. Define configuration templates and apply them to multiple devices, ensuring consistency and saving valuable time.
Real-time Updates: Changes made to configurations are instantly propagated to the respective devices, guaranteeing that your field devices are always operating with the latest settings.
Seamless Connection Status Monitoring
Knowing the real-time connection status of your field devices is essential for proactive troubleshooting and ensuring uninterrupted data flow. CIM Edge Platform offers comprehensive Connection Status Monitoring:
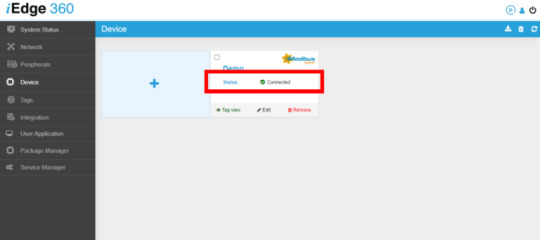
Device Status Dashboard: The platform provides a dashboard displaying the real-time connection status of all field devices. Easily identify connected, disconnected, or problematic devices at a glance.
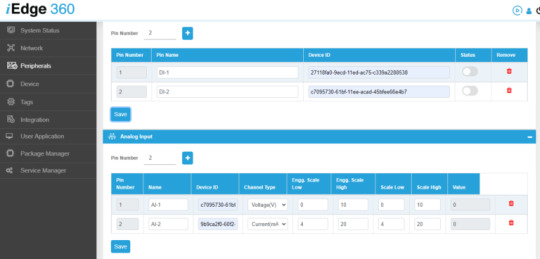
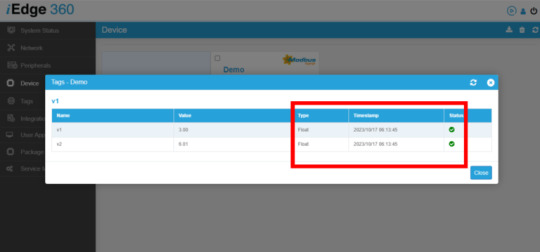
Real-Time Telemetry View for Actionable Insights
Monitoring the performance and data output of your field devices in real time is critical. CIM Edge Platform offers a powerful Real-Time Telemetry View:
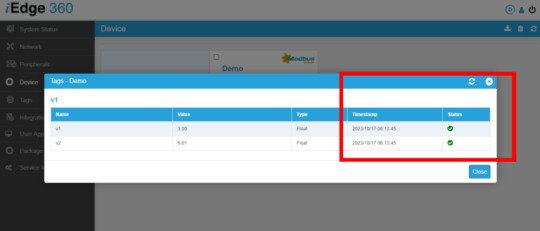
Live Data Streams: Access live telemetry data from all your field devices in a single interface. Observe data in real time, making it easier to identify anomalies and act promptly.
Efficient Import and Export Functionality
Efficiency is paramount in Field Device Management. CIM Edge Platform’s Import and Export functionality streamlines processes:
Bulk Device Configuration: Import a list of devices with their specific configurations, making it a breeze to set up and manage a large number of field devices quickly.
Backup and Restore: Export device configurations for backup purposes and efficiently restore settings if needed, reducing downtime in the event of device replacements or failures.
Integration with Existing Systems: Import and export data to integrate seamlessly with existing systems or for sharing device configurations across platforms.
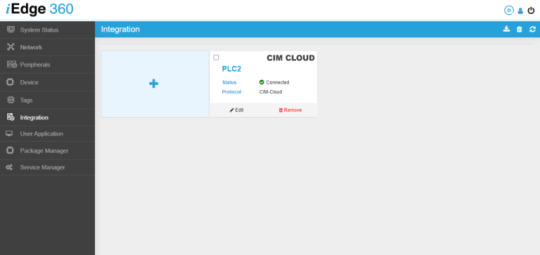
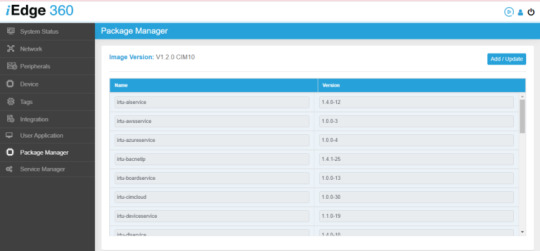
Package manager: An easy service update facility is available with a package manager.
Conclusion:
CIMCON Digital’s Edge Platform‘s Field Device Management capabilities provide an all-encompassing solution for organizations seeking efficient and effective control over their field devices. Configuration, Connection Status Monitoring, Real-Time Telemetry View, and Import-Export functionality are the building blocks of this revolutionary platform, ensuring that your field devices operate optimally, without disruptions, and provide valuable, real-time insights for informed decision-making. As IoT and IIoT continue to shape the future of industry, CIM Edge Platform is poised to be the go-to choice for Field Device Management.
0 notes
Text
Addressing Counterfeit Drugs: How Digital Transformation Safeguards the Pharmaceutical Supply Chain

Introduction
The pharmaceutical industry plays a crucial role in maintaining public health by providing life-saving medications. However, with the rise of globalization and the increasing complexity of the supply chain, a significant threat has emerged – counterfeit drugs. The World Health Organization estimates that counterfeit medicines make up more than 10% of the global pharmaceutical market, putting millions of lives at risk. In this blog post, we’ll explore how digital transformation is becoming a powerful weapon in the fight against counterfeit drugs.
The Counterfeit Drug Menace
Counterfeit drugs pose a severe threat to public health, with consequences ranging from ineffective treatments to life-threatening reactions. These fake medications infiltrate the market through illegal channels, taking advantage of gaps in the pharmaceutical supply chain. Traditional methods of tracking and tracing medications often fall short, making it challenging to pinpoint the origins of counterfeit drugs.
The counterfeit drug problem is not only influenced by technological aspects but is also deeply connected to demand and supply dynamics. The demand for counterfeit drugs often arises due to factors such as cost considerations, accessibility, and, in some cases, lack of awareness. On the supply side, criminal organizations exploit weaknesses in the pharmaceutical supply chain, taking advantage of loopholes in distribution channels and gaps in regulatory oversight.
Demand Side Impact

Cost Considerations: Counterfeit drugs are often cheaper than their legitimate counterparts, making them attractive to consumers seeking more affordable healthcare options.
Accessibility: In regions with limited access to genuine medications, consumers may turn to counterfeit drugs as a readily available alternative.
Supply Side Impact
Supply Chain Vulnerabilities: Complex global supply chains can create vulnerabilities that counterfeiters exploit. Weak links in the supply chain, such as unauthorized distributors or compromised storage facilities, provide opportunities for the introduction of counterfeit drugs.
Regulatory Gaps: Inadequate regulatory measures and enforcement can make it easier for counterfeit drugs to enter the market unnoticed.

Addressing Counterfeit Drug Menace Through Predictive Maintenance with Digital Transformation:
Predictive maintenance can play a crucial role in preventing counterfeit drugs. Predictive maintenance involves using data and analytics to predict when equipment or systems are likely to fail, allowing for timely maintenance and preventing disruptions in the supply chain.
Smart Manufacturing Solutions:
Enter digital transformation – a comprehensive overhaul of the pharmaceutical industry’s processes through the integration of advanced technologies. This shift is not merely an option but a necessity to combat the counterfeit drug crisis effectively. Here’s how digital transformation is making a difference:

1. Vibration Systems for Predictive Maintenance
Prioritize and plan maintenance work before a catastrophic failure occurs: This involves identifying potential issues in equipment before they escalate into major problems. By using predictive maintenance techniques, organizations can analyze data and patterns to anticipate when equipment is likely to fail. This allows for planned maintenance activities, reducing downtime and preventing catastrophic failures.
Improve the productivity and effectiveness of the maintenance work process:
Predictive maintenance helps optimize maintenance schedules and tasks, ensuring that resources are utilized efficiently. By addressing maintenance needs based on actual equipment condition rather than a fixed schedule, organizations can enhance the effectiveness of their maintenance processes, leading to improved overall productivity.
Increase process reliability while decreasing product quality issues: Predictive maintenance ensures that equipment operates reliably, reducing the likelihood of unexpected breakdowns that could compromise the manufacturing process. This, in turn, contributes to higher product quality by minimizing disruptions and variations caused by equipment failures.
Increase equipment efficiency while lowering carbon emissions: Predictive maintenance contributes to improved equipment efficiency by addressing issues that can impact performance. This not only enhances productivity but also reduces energy consumption, thereby lowering carbon emissions. The focus on maintaining equipment in optimal condition aligns with sustainability goals.
Real-time Alerts: The integration of vibration systems with digital platforms enables real-time alerts, ensuring immediate responses to any anomalies in the supply chain.
2. Edge Platforms for Real-Time Monitoring:
Real-time Data Processing: Edge platforms allow for real-time processing and analysis of data at the source, providing quick insights into the integrity of the pharmaceutical supply chain.
Swift Responses: Immediate responses to irregularities, enabled by edge platforms, enhance the agility of the supply chain in addressing potential counterfeit threats.
Track and Trace Systems: Digital transformation enables the deployment of sophisticated track and trace systems. By leveraging technologies like RFID (Radio-Frequency Identification) and IoT (Internet of Things), pharmaceutical companies can monitor the movement of drugs from manufacturing to distribution, making it extremely difficult for counterfeiters to introduce fake products into the supply chain.
Big Data Analytics: Big data analytics can analyze vast amounts of data to identify patterns and anomalies. This capability is instrumental in detecting irregularities in the pharmaceutical supply chain that may indicate the presence of counterfeit drugs. By leveraging predictive analytics, companies can take proactive measures to prevent counterfeit products from reaching consumers.
Conclusion:
CIMCON Digital employs a holistic approach, leveraging advanced technologies such as its Vibration system and the renowned Edge platform. This fortifies the pharmaceutical supply chain against counterfeit drugs. Vibration systems play a critical role in detecting tampering or package damage, adding an extra layer of security. Simultaneously, Edge platforms process real-time data, ensuring swift responses to anomalies.
Navigating the complexities of counterfeit drugs demands innovative solutions. Through smart manufacturing, real-time monitoring, blockchain integration, predictive analytics, and mobile authentication, CIMCON Digital reshapes the pharmaceutical industry. This approach safeguards public health and secures the global pharmaceutical supply chainSha
0 notes
Text
How can Prescriptive Maintenance solutions influence insurance and reinsurance premiums for critical industrial equipment in large chemical manufacturing plants?

Reduced Risk and Lower Claims

Data-Driven Risk Assessment

Competitive advantage
• Demonstrated cost savings: Optimize maintenance, decrease downtime, and showcase Operational Excellence for potential competitive premiums.
• Reduced environmental impact: Minimize energy consumption & plant emissions with Equipment Excellence to promote sustainability, valued by insurers for potential premium While effective implementation of Prescriptive Maintenance solutions creates a win-win situation for all stakeholders, Plant Heads & Senior Executives increasingly seek Fast ROI for any new Digital Initiatives amidst the challenging macro environment.
Hence, Prescriptive Maintenance solutions must drive adoption and showcase business impact within a financial year.
Predictive Maintenance Strategies in Chemical Plants
Addressing Counterfeit Drug Menace Through Predictive Maintenance with Digital Transformation:
Predictive maintenance can play a crucial role in preventing counterfeit drugs. Predictive maintenance involves using data and analytics to predict when equipment or systems are likely to fail, allowing for timely maintenance and preventing disruptions in the supply chain.

Improve Plant Safety
Predictive maintenance strengthens plant safety. In the chemical industry, critical asset failure can put employees in harm’s way. For example, if a pump transporting a chemical breaks, then that may result in a hazardous chemical spillage. Predictive maintenance is the most effective way to reduce asset failure, which can consequently reduce the risk of safety incidents.
By conducting necessary maintenance only, instances in which a maintenance engineer needs to visit assets operating in hazardous locations in the plant is also reduced. In a chemical plant, assets can often be placed in hazardous areas, and whenever an engineer needs to conduct maintenance in that area, there is a potential threat to safety. Predictive maintenance means maintenance personnel are only deployed when there is a problem to fix, and so unnecessary visits to hazardous locations can be avoided, and overall employee safety can be increased.
To sum up, predictive maintenance helps chemical plant owners to reduce downtime of critical assets, improve plant operations (for example by improving efficiency and increasing plant uptime) and improve plant safety. All these factors are driving many chemical plant owners to seriously consider adopting predictive maintenance strategies.

Improve Plant Operational Efficiency
Predictive maintenance can also enable chemical plants to improve operational efficiency. There are several reasons for this. Firstly, and as mentioned above, predictive maintenance is a more effective way of reducing asset failure and the downtime that follows. Crucially for plant operations, unplanned downtime can result in missed output quotas. By predictively maintaining assets rather than preventively, unplanned downtime can be better avoided — giving plant owners a better chance of hitting output quotas.
Real-time Vibration and other process parameter driven predictive maintenance can also help your chemical plant to reduce electricity consumption. It helps to determine the presence of a fault, whether a motor needs to be rightsized for its process, or whether the process is inefficient by design. By acting on this information, maintenance teams can reduce asset electricity consumption, therefore reducing plant energy consumption and ultimately reducing plant operating costs.
Predictive maintenance also enables increases in overall equipment effectiveness (OEE), an important measure of operational efficiency. If assets are only replaced or serviced when an actual fault has been detected, then healthy assets can continue to run until it’s necessary to change them. Within a preventive maintenance strategy, healthy assets are often unnecessarily replaced, which decreases OEE and increases operations costs.
Additionally, a predictive maintenance strategy also enables a more efficient use of maintenance resources. This is because maintenance personnel are only dispatched when an asset fault is detected, and not before. This lightens the maintenance workload, which subsequently reduces operating costs for the plant.
When a fault is detected, Real time IoT based predictive maintenance solutions can even make the act of maintenance more efficient, and consequently decreases the scheduled plant downtime window. By using real time data, solutions such as Vibit are able to determine the actual reason for the fault and offer recommended maintenance actions. This means that when the engineer inspects the motor, he or she knows exactly what to look for, and does not need to conduct a full asset inspection.
Unplanned downtime of critical equipment is bad news for any chemical plant owner. It can result in missed output quotas, higher maintenance costs and even threats to employee safety. The traditional method of reducing unplanned asset downtime is through preventive maintenance is not good enough, where maintenance is scheduled after a certain period of time, regardless of whether a fault has been detected.

Reduce Unplanned Asset Downtime
Many chemical plants have realized that preventive maintenance is not necessarily an effective method of reducing unplanned downtime of critical assets. This is because the preventive replacement time is determined by when the asset is expected to break (based on experience), and not actual insight into the condition of the asset. Consequently, assets often break down before the preventive replacement of the asset takes place.
Predictive maintenance is more effective at reducing unplanned downtime. This is because it involves collecting and analyzing actual asset data to help predict when the specific asset will fail. The maintenance engineer will be warned of asset failures months in advance, which gives the engineer sufficient time to schedule downtime and conduct maintenance. Some more advanced forms of predictive maintenance, such as VIBit by CIMCON Digital, are able to detect over 500+ developing faults, therefore giving plant owners a much more effective way of reducing (and even eliminating) unplanned downtime.
0 notes
Text
Forging a Sustainable Future: Challenges and Solutions for the Steel Industry


The Challenge of Achieving Net Zero Emissions in the Steel Industry
The steel industry's carbon footprint primarily stems from two main sources: the use of carbon-intensive raw materials, such as coal and coke, in the production process, and energy-intensive operations involving high-temperature furnaces. These factors pose significant challenges to achieving net zero emissions:
Carbon-Intensive Raw Materials: Traditional steelmaking processes rely heavily on coal and coke, which release substantial amounts of carbon dioxide (CO2) during combustion.
Energy-Intensive Operations: The high temperatures required for steel production demand large amounts of energy, often sourced from fossil fuels.
Technological Limitations: While alternative methods such as electric arc furnaces (EAF) offer lower emissions compared to traditional blast furnaces, they face limitations in scalability and cost-effectiveness.
Impacts of Inaction on Sustainability
Failure to adopt net zero and sustainability measures in the steel industry could lead to several detrimental consequences:
Environmental Degradation: Continued reliance on carbon-intensive processes would contribute to worsening climate change and environmental degradation.
Regulatory Compliance Issues: Governments and regulatory bodies are increasingly implementing stringent emissions regulations. Non-compliance could result in fines, penalties, and operational restrictions.
Market Repercussions: Consumers are becoming more environmentally conscious, favoring products with lower carbon footprints. Steel companies that fail to adapt risk losing market share to competitors offering sustainable alternatives.
Digitalization: Areas of opportunity for the steel industry
Digitalization in the steel industry reveals opportunities for systemic optimization, yield and material quality improvement, CO2 and greenhouse gas reduction, enhanced safety, and efficient order processing. It further drives energy conservation, resource efficiency, environmental protection, and operational excellence. Supply-chain innovation focuses on microgrids, the circular economy, and value creation in supply-chain management.

Leveraging Predictive Maintenance for Sustainability

One promising solution for the steel industry lies in the adoption of predictive maintenance practices. By leveraging advanced technologies such as Internet of Things (IoT) sensors, artificial intelligence (AI), and machine learning algorithms, steel plants can optimize their operations in several ways:
Reducing Downtime: Predictive maintenance enables proactive identification of equipment failures before they occur, minimizing unplanned downtime and improving overall efficiency.
Optimizing Energy Usage: AI-driven predictive analytics can analyze real-time data from machinery and processes to identify energy-saving opportunities, helping reduce energy consumption and carbon emissions.
Enhancing Equipment Lifespan: By monitoring the condition of critical assets, predictive maintenance allows for timely repairs and replacements, prolonging the lifespan of equipment and reducing the need for resource-intensive manufacturing of new components.
Minimizing Waste: Predictive maintenance can help identify and address inefficiencies in production processes, reducing material wastage and associated environmental impacts.
Conclusion
The steel industry stands at a crossroads, facing both the imperative to reduce its environmental footprint and the challenges inherent in traditional manufacturing processes. Embracing net zero emissions and sustainability initiatives is not only crucial for mitigating climate change but also for ensuring long-term competitiveness and resilience in an increasingly eco-conscious market. By adopting predictive maintenance practices alongside other innovative technologies, such as VIBit, steel companies can pave the way towards a more sustainable future, where economic prosperity coexists harmoniously with environmental stewardship.
0 notes
Text
CIM 10 The most versatile IoT edge platform

Introduction
In the ever-evolving realm of the Internet of Things (IoT), edge computing emerges as a transformative force. CIM10 IoT Edge Gateway stands at the forefront of edge platforms as a game-changer, seamlessly bringing intelligence and efficiency closer to devices and sensors. This comprehensive blog post delves into the myriad use cases where CIM10 excels, substantiated by compelling statistics that aptly showcase its effectiveness in unlocking the true potential of IoT on the edge.

Industrial Automation and Manufacturing
CIM10 empowers industrial automation and manufacturing processes, augmenting efficiency and curbing downtime. As outlined in Deloitte’s report, edge computing in manufacturing holds the potential to boost productivity by a staggering 25%. Real-time monitoring and control capabilities of CIM10 facilitate predictive maintenance, successfully reducing maintenance costs and minimizing unscheduled downtime. With CIM10, manufacturers can potentially achieve a remarkable improvement in overall equipment effectiveness (OEE).
Smart Cities and Infrastructure
Smart cities harness IoT technologies to elevate citizen experiences and enhance operational efficiency. According to a study conducted by Markets and Markets, the global smart cities market is poised to reach an impressive $820 billion by 2025. Within this domain, CIM10 can play a pivotal role, offering real-time data analysis and informed decision-making capabilities right at the edge. It can enable intelligent traffic management, optimized waste management, street light control and remote monitoring, water distribution monitoring and control, anomaly detection in water distribution plant
Energy Management and Utilities
The energy sector stands to gain tremendously from the edge computing capabilities pioneered by CIM10. The International Energy Agency (IEA) projects a staggering 25% surge in global energy demand by 2040. CIM10 can empower real-time monitoring and predictive analytics for energy consumption, generation, and distribution, enabling utilities to optimize their operations. This optimization can curtail energy consumption by an impressive 10-15%.
CIM10 monitor and optimize energy usage with unparalleled precision. With real-time data collection and analysis, you’ll gain insights into power consumption patterns that were previously invisible. Discover opportunities for energy savings and make informed decisions to reduce costs and environmental impact. The CIM10 Edge Gateway also provides historical data for comprehensive energy audits, empowering your facility to achieve sustainability goals. Our ML algorithms analyze historical data to provide accurate demand forecasts, enabling you to allocate resources efficiently and prevent over- or underproduction. Stay ahead of market fluctuations and adapt your operations proactively, ensuring you meet customer demands while minimizing waste. Instantly detecting anomalies and deviations. When issues arise, the gateway triggers energy alarms, sending immediate alerts to your team. Swift responses minimize downtime, reduce maintenance costs, and protect your assets. Moreover, the CIM10 Edge Gateway excels in fault detection, identifying potential problems before they escalate. Stay ahead of the curve with a proactive energy management solution that ensures uninterrupted operations

Water Treatment Plant
Experience a paradigm shift in the way water treatment plants operate, with a revolutionary gateway that redefines precision, efficiency, and control. Seamlessly merging the physical and digital worlds, the CIM10 Edge Gateway empowers operators with real-time insights and predictive capabilities. Stay steps ahead of issues with anomaly detection that alerts operators to deviations in processes, ensuring swift responses and preventing disruptions. Embrace predictive maintenance that forecasts equipment maintenance needs, saving time and resources while maximizing uptime. Optimize resource allocation with data-driven decisions that align with demand, energy costs, and environmental goals. With remote control capabilities, adjust processes on the fly, all while maintaining harmony between efficiency and quality. Embrace the future of water treatment with the IoT CIM10 Edge Gateway-a gateway that doesn’t just connect devices, but bridges innovation with tradition, delivering clean water to communities in a smarter, more sustainable way.
Remote Support
Our remote support capabilities are second to none. With secure VPN connectivity, PLC programming modifications become a breeze and easily possible over VPN. No need for on-site visits; our experts can remotely fine-tune your systems for optimal performance. Moreover, over-the-air (OTA) service and updates keep your CIM10 Edge Gateway always up to date, with the latest features and security enhancements. Experience uninterrupted support from anywhere, ensuring your operations run smoothly and efficiently.
Construction Industry
In the construction industry, equipment monitoring is crucial for project success. The CIM10 Edge Gateway enables real-time tracking of equipment and assets at the construction site. Maximize asset utilization with insights into equipment availability and performance. Our anomaly detection capabilities help you identify potential issues early, preventing costly breakdowns.
Conclusion:
CIM10 emerges as a versatile IoT edge platform, empowering organizations to tap into the immense power of IoT with unmatched efficacy. The compelling statistics presented across various industries undeniably reaffirm its transformative impact on productivity, cost savings, customer experiences, and sustainability. By leveraging CIM10’s capabilities in industrial automation, smart cities, retail, energy management, and healthcare, organizations can unlock the boundless potential of IoT at the edge, fostering innovation across their respective domains.
0 notes
Text
How to make a factory smart
The term “SMART FACTORY” is becoming more popular, and is often related to industry 4.0. SMART factories are critical to achieving Industry 4.0 expectations. The strategic importance of SMART FACTORY is undeniable, as early adopters have reported operating more efficiently and driving more to the bottom line.
According to Deloitte, in the United States alone, 86% of manufacturers believe that smart factories will be the main drivers of competition by 2025.Furthermore, 83 percent believe that smart factories will transform the way products are made.
This post will discuss what a smart factory is, its benefits, how to get started, and how solutions provided by CIMCON can help with the process.
What is a SMART FACTORY
SMART FACTORY is a networked industrial facility that combines data, collecting results from devices, processes, machines, and apps to generate actionable insights. The SMART FACTORY transformation highlight the importance of connectivity,the need to connect assets and data across a range of systems, platforms, and data structures, some of which were never meant to be connected. Once a facility and its assets are connected with the use of Sensors and Edge Devices, they unleash a flood of information to be translated and acted upon.
SMART FACTORY Sensors / EDGE devices can be found in a variety of manufacturing environments. CIMCON provides vibration sensor VIBit and the Edge Platform CIM devices. A vibration sensor is a sensitive and calibrated instrument that detects anomalies in the functioning of real-time equipment (motor, pump, etc.). Vibration sensors can provide a warning, allowing the facility to resolve the problem before there is an accidental shutdown. The CIM device can gather data from numerous devices (wired or wireless), using the appropriate protocol and transforming the captured data into a readable format.
Challenges without a SMART FACTORY
In today’s manufacturing industry, organizations are expected to streamline operations, reduce costs, regularly update product formulas, drive supply chain efficiencies, increase employee productivity and maintain business relationships. With expectations so high, the manufacturing industries cannot afford to run into any issues that may interfere with the productivity. But without the implementation of SMART FACTORY, there are some common challenges that may come up with time.
Lengthy implementation period
Costly customization
Inflexibility
Siloed data
Risk of lagging behind new aged technology
The benefit of Smart Factory using CIMCON solutions
Agile production process: SMART FACTORY allows the manufacturer to adapt to changing client needs, budgets, and product quality requirements due to the connectivity of multiple systems, processes, devices, etc., to provide an edge on the delivery of a product.
Enhancing the efficiency and reliability of manufacturing operations: CIM devices and the sensor network will enable the industry to collect data on processes and equipment and provide alerts if there is a deviation. The acquired data is analyzed in near real-time, allowing manufacturers to immediately modify equipment parameters. The analysis of sensor-generated data throughout the manufacturing process aids in identifying trends and scope for improvement. In addition, the likelihood of human error is minimized in production procedures.
Increased visibility into operations on the shop floor: Through IIoT products, SMART FACTORY provides a greater sense of visibility into shop floor operations by providing continuous real-time updates on production operations.
Information safety: In SMART FACTORIES, data priority is necessary. So, the more technologies are involved with sensors and Edge devices, the more secure the factory must be for customers, suppliers and investors.
Predictive maintenance improves uptime: Data regarding the health and performance of equipment is communicated near-real-time to the cloud via IIoT, ensuring advanced planning in maintenance work and boosting machine availability.
Increased worker safety: Sensors are used to communicate information without the physical presence of humans to ensure maximum safety.
Step-by-step instructions for constructing a SMART FACTORY
Establish your goals and needs: To ensure you put your resources in the right places, you must also understand the “WHYs” behind your decision to implement a smart factory.
Get your personnel on board: Legacy systems are still in existence in many production plants, making the deployment of smart technologies difficult. Creating a new solution to replace an existing legacy system may incur costs such as the purchase of a new instrument and the hire of a digitally skilled individual. Because the human workforce is always an important part of the manufacturing process, it must be trained to adapt to changing conditions.
Be cyber secure: In today’s scenario of data-driven technology and usage of increased IIoT devices, data security is a rising concern. Updating security measures should be implemented to provide future-proof security from unwanted threats.
Make a new investment in instruments: To make SMART FACTORY a reality, manufacturing facilities need to invest in IIoT sensors and CIM devices to collect data from legacy machines. IIoT sensors and CIM devices help manufacturing facilities quickly adopt innovative technology for the digital transformation.
Make a new investment in hiring personnel: To adopt the new technology, the manufacturing facility needs to invest in data analysts to turn the data collected into something usable or valuable – one more area to reskill your existing personnel to fulfil the requirement. This is also an area where CIMCON can help provide technical expertise.
Open to change and keep upgrading SMART FACTORY implementation: As you and your staff grow more familiar with innovative technology and its benefits, it will become easier to continue to expand smart technologies to other facility areas. The factory is flexible and responsive and can perform in a dynamic environment.
Implementing smart factory technology with CIMCON’s product and platform
Implementing the SMART FACTORY in any business can be difficult and time-consuming. CIMCON DIGITAL is a company that can provide support for digital transformation in terms of both software and hardware, with vast experience in the development and implementation of automation using various in-house developed products, such as sensors, CIM devices, and so on.
CIMCON devices will address all the issues that will transform the industries and support in converting the factories into smart factories of the future.
Contact us today to begin your smart factory adventure.
#predictive maintenance#iot edge platform#condition monitoring sensors#vibration sensor#digital transformation solutions
0 notes
Text
Transforming Predictive Maintenance with CIMCON Digital’s IoT Edge Platform: Unlocking Proactive Asset Management

Introduction
In today’s fast-paced and technologically advanced world, the need for efficient and proactive asset management is paramount for businesses to stay competitive. CIMCON Digital’s IoT Edge Platform emerges as a game-changer in the realm of Predictive Maintenance, empowering organizations to detect anomalies in advance using ML algorithms. This capability not only enables customers to plan schedules well in advance and avoid costly downtime but also provides real-time visibility into the remaining useful life of assets. In this article, we delve into how CIMCON Digital’s IoT Edge Platform revolutionizes Predictive Maintenance with practical examples of proactive asset management.
1. The Challenge of Reactive Maintenance
Traditionally, companies have been plagued by reactive maintenance practices, where assets are repaired or replaced only after failures occur. This reactive approach leads to unexpected downtime, reduced productivity, and increased maintenance costs. Predicting asset failures and planning maintenance schedules in advance is critical to ensure smooth operations, optimize resource allocation, and minimize overall downtime.
2. Empowering Proactive Maintenance with ML Algorithms
CIMCON Digital’s IoT Edge Platform is equipped with advanced Machine Learning algorithms that analyze real-time data from connected assets and machines. By continuously monitoring sensor data and historical performance trends, the platform can accurately detect anomalies and deviations from normal operating patterns. This proactive approach allows businesses to predict potential asset failures well in advance, providing ample time to schedule maintenance activities before any critical failures occur.
3. Planning Ahead to Avoid Downtime
Imagine a scenario in a manufacturing facility where a critical piece of equipment experiences an unexpected failure. The consequences could be disastrous, leading to costly downtime and missed production targets. With CIMCON Digital’s IoT Edge Platform in place, the same equipment would be continuously monitored in real-time. As soon as the platform detects any unusual behavior or signs of potential failure, it triggers an alert to the maintenance team.
Armed with this early warning, the maintenance team can plan the necessary repairs or replacements well in advance, avoiding unplanned downtime and minimizing disruption to production schedules. This capability not only ensures smooth operations but also optimizes maintenance resources and lowers the overall maintenance costs.
4. Real-Time Visibility into Asset Health
The IoT Edge Platform goes beyond detecting anomalies; it also provides real-time insights into the remaining useful life of assets. By analyzing historical performance data and asset health indicators, the platform estimates the remaining operational life of an asset with high accuracy.
Consider a scenario in a utility company managing a fleet of aging turbines. The maintenance team needs to know the remaining useful life of each turbine to plan proactive maintenance and avoid sudden breakdowns. With CIMCON Digital’s IoT Edge Platform, the team can access real-time information on the health of each turbine, enabling them to make data-driven decisions about maintenance schedules, parts replacement, and resource allocation.
5. Benefits of CIMCON Digital's IoT Edge Platform
CIMCON Digital’s IoT Edge Platform offers a host of benefits to businesses seeking to enhance their Predictive Maintenance capabilities:
a) Proactive Decision-making: By detecting anomalies in advance, the platform enables proactive decision-making, reducing reactive responses and enhancing overall operational efficiency.
b) Minimized Downtime: With the ability to schedule maintenance activities in advance, businesses can avoid costly downtime, leading to increased productivity and higher customer satisfaction.
c) Optimal Resource Allocation: The platform’s real-time visibility into asset health allows for better resource allocation, ensuring that maintenance efforts are targeted where they are most needed.
d) Cost Savings: By avoiding unexpected failures and optimizing maintenance schedules, businesses can significantly reduce maintenance costs and improve their bottom line.
Conclusion:
CIMCON Digital’s IoT Edge Platform empowers businesses to transcend traditional reactive maintenance practices and embrace a proactive approach to asset management. With the platform’s advanced ML algorithms, businesses can detect anomalies in advance, plan maintenance schedules proactively, and gain real-time visibility into asset health. This transformative capability results in minimized downtime, optimized resource allocation, and substantial cost savings. As CIMCON Digital’s IoT Edge Platform continues to revolutionize Predictive Maintenance, businesses can embark on a journey towards greater efficiency, productivity, and long-term sustainability.
#iot#Predictive Maintenance#Asset Management#IoT Edge Platform#Proactive Maintenance#ML Algorithms#Anomaly Detection#Resource Allocation#Real-time Visibility#Downtime Reduction#Cost Savings#Asset Health#CIMCON Digital#Reactive Maintenance#Operational Efficiency#Business Sustainability#Maintenance Scheduling#Data-driven Decisions#Production Optimization#Customer Satisfaction#Utility Company
0 notes
Text
How Edge IoT Platform Increases Efficiency, Availability and Productivity

In 4 years, more than 30% of businesses and organizations will include edge computing in their cloud deployments to address bandwidth bottlenecks, reduce latency, and process data for decision support in real time. Edge computing accomplishes this by bringing the businesses’ computational processes closer to the data sources, increasing the speed of these actions. Additionally, even if a single node is unreachable, the service should still be accessible to users. In this way, edge computing promises to deliver Internet of Things (IoT) reliably and speed while taking more care of security, data privacy.
What’s more, 69% of organizations say that prioritizing edge-based analytics will improve their ability to meet IoT objectives for specific use cases.
Industries including Manufacturing, Water & Wastewater, Utilities and Building, are implementing hybrid strategies to enable real-time analytics such as Machine Anomaly detection and diagnostics, Quality Analytics, Energy Analytics, and OEE (Overall Equipment Effectiveness). First, anomaly detection on the edge leverages Machine Learning to monitor machine health, detect anomalous data from sensors, and reduce the time it takes to get critical information. Advanced notice of anomalous machine behavior gives maintenance employees to prevent breakdowns before they occur, saving the business time, money, and resources.
Additionally, running quality analytics on the edge enable faster decision making , which is important for many industries. This type of data analysis on the edge is important for businesses which use real-time data to improve productivity, require solutions that scale over time, or reside in a fast-paced environment full of unexpected changes. Edge computing gives you access to analytics and actionable insight on edge, right where the data is generated.
Also, energy analytics on the edge has allowed utility companies to get real-time data at remote energy production facilities such as wind turbine farms or solar farms. It is not practical for remote equipment at these locations to quickly transmit data to and from the cloud, slowing the data analytics process. However, if data is quickly processed on edge computing devices, employees have access to real-time data which reflects the current state of energy production.
Lastly, Overall Equipment Effectiveness (OEE) measures how well a manufacturing operation is utilized compared to its full potential, measuring the percentage of manufacturing time that is truly productive. This includes measuring the speed at which the parts are produced (the performance), the quality of the parts which are being manufactured (the quality), and the number of interruptions to the manufacturing process (the availability). A perfect score of 100% indicates that all the manufactured parts are good, they were produced at maximum speed, and they were produced without interruption. Measuring these aspects is a best practice for any manufacturing operation. Bringing OEE onto the edge allows businesses to measure their Key Performance Indicators (KPIs) easily and pivot their business with agility.
Edge-enabled machines provide the data to give you insight and foresight into manufacturing or the utility floor near your asset; you can take preventative corrective action, even when the opportunity to prevent problems is very small.
CENTRALIZED CLOUD ANALYTICS STUMBLE IN CRITICAL MANUFACTURING AREAS
Many enterprises have adopted cloud first strategies. They have married their workflows to cloud platforms to connect low cost, elastic global infrastructure with rich device data. Initially, this approach allowed these organizations to accelerate deployment of connected products and industrial internet efforts. However, as they scale their digital transformation efforts, cloud-only approaches limit growth because of delays to transmit data from devices to the cloud and to transmit analytics from the cloud back to devices. IoT use cases on the manufacturing floor often have unique, real-time data analysis needs. It is not always practical, economical, or even lawful to move, store, and analyze IoT data on a core cloud infrastructure. Many manufacturing professionals recognize these limitations. They cite security concerns, the high costs of repeatedly accessing data, reduced data accessibility, and the subsequently reduced ability to make real-time decisions as the top downfalls of analyzing IoT data in the cloud. The solution to these latency issues is to continue to scale businesses using edge computing.
Edge computing solutions, which converge hardware and software into increasingly smaller devices which run smarter analytics onboard, enable real-time decisions and insights. Momentum for edge IoT solution deployment is increasing at a faster rate in the manufacturing, utility, and building use cases.
Edge computing often incorporates Machine Learning (ML) and Artificial Intelligence (AI) technologies. These techniques make the calculations performed on the edge even more efficient. That way, the system does not require the help of human operators to identify data irregularities which may point to a potential problem developing with a machine or system. The AI can flag anomalies in an actionable way so that machine breakdown can be prevented. Another use case for AI on the edge is the detection of defective parts in a manufacturing operation. This technology can be used to guide part inspectors or to identify patterns which may lead to the production of defective parts.
However, the accuracy of the models which AI uses for these purposes may degrade over time—this is where Machine Learning (ML) becomes important. ML is incorporated into the process to create a closed loop in which the computer contains supervisory programming which observes the accuracy of the AI model over time by analyzing data drifts within the AI model.
All these technologies are available through CIMCON’s versatile iEdge 360 Edge Computing Platform. This system is designed to integrate both wireless and wired sensors into the IoT network. The iEdge 360 platform compiles, validates, quality-checks, and processes the data. It efficiently uses bandwidth to store and forward data, creating a sensor data lake. The data collected is also used to nimbly detect anomalies in machine operation on the edge.
CIMCON iEdge 360 Edge Computing Platform enables multiple use cases:
The platform gives users insights into machine operation and process data which would otherwise be unavailable. This includes automated KPI calculation, derived statistical data, and long-term trend analysis. This gives operators the process visibility they need for situational awareness, energy analytics, and real-time detection of anomalies. This helps you stay on top of your operational goals, efficiency objectives, and machine health status in a simple package which keeps your business running smoothly,
When an anomaly is detected, the iEdge 360 platform provides machine operators with the tools to determine the cause. Drill-down widgets and rule-based alerts couple with Machine Learning technology to enable easy machine diagnostics. Key Performance Indicator (KPI) calculations and machine fault mode diagnosis take the raw data collected by the system and turn it into actionable intelligence. Rather than allowing you to get lost in the sea of big data, the iEdge 360 platform pinpoints the important nuggets of information and presents it to you in an easy-to-understand manner. This allows operators to quickly fix the issue and get critical processes running again. Overall, these features reduce operational downtime, repair costs, and labor costs while increasing energy efficiency and production output.
In addition to the other actionable, useful features, CIMCON’s iEdge 360 Edge Computing Platform contains built-in video analytics capabilities. A plug and play architecture is included out of the box which makes including video analytics into your system simple. AI and ML technologies built into the platform use video data to detect equipment failure conditions, triggering one of several custom workflows based on the events in the video. This feature allows you to monitor your business for production line efficiency, item counting on a conveyor belt, and even theft prevention.
The iEdge 360 IoT Platform is designed for collecting sensor data at scale and transforming that data into actionable intelligence using its powerful on-board processor as well as its high-level, general-purpose programming language; it uses Python and Flowchart programming, among other easy-to-use features. In this way, the platform is extremely user-friendly—it is not designed to be difficult to understand or obscure like some of its competitors. Rather, it is streamlined to make your business operate at peak efficiency. Its powerful quad core processor with modern microservice based architecture allows Edge AI/ML Algorithms to transform data into actionable insight at the edge.
Additionally, edge hardware moves the computing resources closer to the data source. Therefore, it compiles and filters data rapidly, alleviating bandwidth challenges. The platform pushes intelligence, data processing, analytics, and communication capabilities close to the locations of the sensors which gather the data.
Do you want to improve your bandwidth utilization while simultaneously generating insights into machine health, operational efficiency, and Key Performance Indicators? Are you ready to move into the world of the Internet of Things? We can walk your business through its digital transformation smoothly and efficiently. We will enable you to meet your KPIs while reducing operational downtime and utilizing the data you generate.
Would you like to know more about CIMCON iEdge 360 Platform solutions? Just send a message to our IoT application engineering team, and we will be happy to answer all your questions and provide product demonstrations.
Tags:
iData Platform Providers
IoT Edge Platform
Smart Manufacturing Industry 4.0
iCloud Software Solutions
#CIMCON Edge Computing#Predictive Maintenance Solutions#iEdge 360 Software Device#IoT Sensor Data Analytics#Digital Transformation Solutions#iEdge 360 Platform#iCloud Service Provider#iCloud Software Solutions#CIMCON Digital’s iCloud#iCloud Smart Manufacturing#iData Platform Providers#Data Cloud Services#Predictive Maintenance Service US#Condition Monitoring Sensors#Smart Water Management Using IoT#Smart Manufacturing Industry 4.0#Edge AI
0 notes
Link
Cimcon Edge Computing transforms your services IoT Platform using a distributed cloud model on a trusted and secure infrastructure. Explore options for deploying an iEdge 360 Platform infrastructure to provide high quality user experiences and faster ROI.
#IoT Edge Platform for Industries#CIMCON Edge Computing#Predictive Maintenance Solutions#iEdge 360 Software Device#IoT Sensor Data Analytics#Digital Transformation Solutions#iEdge 360 Platform#iCloud Service Provider#iCloud Software Solutions#CIMCON Digital’s iCloud#iData Platform Providers#Data Cloud Services#Predictive Maintenance Service US#Smart Manufacturing Process US#Condition Monitoring Sensors#Smart Water Management Using IoT#Smart Manufacturing Technologies
0 notes
Text
The Smart Factory – Find Solutions to New Problems

What is a Smart Factory?
A Smart factory uses technology to automatically share information digitally across the operation, including data from materials, people, and machines. Smart manufacturing relies on an integrated system consisting of simulation technologies, connected equipment, and collaboration tools.
There is no single technology that turns an analog factory into a Smart factory. However, there are many common technologies and traits that Smart factories share, and manufacturers that blend multiple technologies are the ones most likely to be considered “Smart factories.”
What are the benefits of a Smart Factory?
One of the most obvious benefits of a Smart factory is a major boost to efficiency. By removing inefficient human decision-making processes that can be not only slow, but also biased or simply incorrect, factories can produce more with less – less time, less material resources, fewer breakdowns, and scrap parts, etc.
Although many manufacturing employees worry that the influx of automation and other Smart technologies will put them out of the job, Smart manufacturing opens up opportunities for more, new, higher paying jobs that many people find more engaging and fulfilling. These highe rpaying jobs also attract young, new talent to the field with new insights and concepts to better the facility.
In the same context, Smart factories are breeding grounds for innovation. Because of the agility filled into the system by way of real-time analytics, there is more room to experiment, be creative, find solutions to new problems within the market, and test ideas at scale without spending unnecessary resources. Smart factories even see an uptick in customer satisfaction, because costs can go down, shipping times can go down, all the while quality and consistency go up.
Technology in a Smart Factory includes:
Industrial Internet of Things (IIoT)
This consists of small sensors and other hardware that are connected and communicate with one another. They might be used for asset management, energy reduction and lighting, or machine data collection, although there is a nearly unlimited number of use cases for IIoT in manufacturing.
Edge Computing Technology
Edge computing takes data coming from the factory floor and processes it close by, removing the wait time it can take to upload to the cloud, analyse, and redistribute info to the factory floor. Edge computing enables real-time analytics and ultra-fast decision-making using data, and is perfect for safety mechanisms, predictive maintenance, and similarly time-sensitive computing tasks.
Predictive Analytics and Machine Learning
In regards to manufacturing, as well as other businesses, machine learning and predictive analytics are one such use case for the collected data mentioned above. Data can be combined and used to fuel machine learning models that offer decision making insights from sets of information that can be too complex for humans to derive value from alone. Machine learning and predictive analytics can be
used to forecast demand, perform predictive and prescriptive maintenance on machines, spot openings and opportunities in the market, and much, much more. This is a very powerful feature of a Smart factory.
Automation
With smart, connected machines comes the opportunity for humans to step outside of the circle, and allow automation to step in. In many cases, machines are better able to handle tasks faster and more accurately than their human counterparts. Industrial automation releases these humans to focus on other complex cognitive tasks that are better suited for human minds than machine minds.
Big Data
When IIoT devices collect data, it has to go somewhere. Same for other data that manufacturers commonly collect like customer data, production data, supplier data, etc. Big data simply refers to these massive stores of information that manufacturers can pull from as well as ways to sort and manage this information for use with other tools and analytics software.
What else do Smart factories have in common?
Paperless: Because processes are digitised, there is no need for paper in a Smart factory. Everything is stored on the cloud or locally, in Smart format.
Real-Time Metrics: To operate with the type of efficiency expected from a Smart factory, manufacturers must have access to real-time metrics that let them adjust on the fly to ensure production goals and other company creativities are continuing to be met – no surprises.
Big Data Analytics: Having tonnes of data does no good unless it is processed and analysed. This type of analysis helps Smart factories make more informed decisions that are based on the numbers,
allowing them to spot trends, opportunities, problems, and areas to increase efficiencies.
Linked Stack: As mentioned, it’s less about having one technology or another and more about having a system of integrated technologies. This can include PLC info from the floor, merged with ERP data, merged with MES and SCADA data, etc. This exchange of information between
machines allows for quick, data-driven, machine-led decision making at all levels of the manufacturing process.
Tags:
IoT Edge Platform for Industries
iCloud Smart Manufacturing
Smart Manufacturing Process US
Smart Water Management Using IoT
#Smart Manufacturing Technologies#Smart Manufacturing Industry 4.0#Smart Water Management Using IoT#Smart Manufacturing Process US#Predictive Maintenance Service US#Data Cloud Services#iCloud Smart Manufacturing#CIMCON Digital’s iCloud#iCloud Software Solutions#iCloud Service Provider#iEdge 360 Platform#IoT Sensor Data Analytics#iEdge 360 Software Device#Predictive Maintenance Solutions#CIMCON Edge Computing#IoT Edge Platform for Industries
0 notes
Text
Your Plant is Talking, are you Listening?

Just like you visit the doctor, your industrial equipment needs a system to monitor its health.
Last week, I visited a doctor for a throat infection. The doctor checked my body temperature, blood pressure, and oxygen saturation level. Then he asked me to open my mouth to see the severity of the infection in my throat. The doctor also asked me few questions to get more contexts about the infection: When did you consume any cold drinks or ice cream last week? Did you notice this infection after consuming them? Do you smoke? Also, the doctor looked through my medical history on his iPad. Finally, he was able to prescribe the right medicine to help me heal quickly.
After I left his clinic, I could not help but think about the analogy between how the doctor diagnosed my throat infection and how service engineers in an industrial environment analyse the health of industrial equipment and evaluate their performance. After all, I am an engineer to the core!
Here, my question to Industrial Engineers (our machine doctors) working at Original Machine Manufactures and industrial facilities is this: when your plant is talking, are you listening? Your plant, be it machines, pumps, motors, or any other equipment, continuously generates critical data that could provide an in-depth understanding of its health. This data could alert you to potential failures down the line. Data comes in various forms. It could be as simple as the sound or vibrations coming from your motors, the status of multiple lamps on your machines, or the amount of power consumed.
Doctors need sensor readings, such as body temperature, blood pressure, pulse, and oxygen saturation to observe human health. You also need a 360° view of your plant and equipment. After all, you are responsible for the health of hundreds of complex machines in your plant. You also need machine sensor data history in various contexts: mechanical health, efficiency, and motor health to diagnose machine faults. With many sensors already installed on the machine, your machine “patient” can provide feedback about its health in real-time 24/7 if it is connected to intelligent anomaly detection and diagnostics platform. Indeed, you can prevent machine breakdown. Repairs can also be less expensive if you prescribe work orders with the correct actionable information.
CIMCON’s digital end-to-end solution uses iEdge 360 intelligent platforms for machine health monitoring, fault detection, and diagnostics, providing you with actionable insight on machine health and performance in 3 simple steps.
How the solution works:
Outcome: Machine Health Key Performance Monitoring (KPI’s)
iEdge provides role-based and KPI-based visualization of data in the enterprise and machine hierarchy view. This mode of data visualization enables fast, accessible analysis. That way, there is more time for the diagnosis and repair of machine faults.
Just like with your health, early, specific, and precise detection of issues is required to keep your plant healthy.
Don’t you think real-time actionable information is vital? Implementation of a Predictive Maintenance solution is secure and straightforward with CIMCON’s iEdge 360 platform. Our engineers can get you monitoring your machine’s health on your computer or mobile device within a few hours. Comment below or email us for a detailed demonstration.
Tags:
Digital Transformation
IoT Edge Platform
Smart Manufacturing
#iEdge 360 Software Device#IoT Sensor Data Analytics#Digital Transformation Solutions#iEdge 360 Platform#iCloud Service Provider#CIMCON Digital’s iCloud#iCloud Smart Manufacturing#iData Platform Providers#iData Global Services#Predictive Maintenance Service US#Smart Manufacturing Process US#Condition Monitoring Sensors#Smart Water Management Using IoT#Smart Manufacturing Industry 4.0
1 note
·
View note